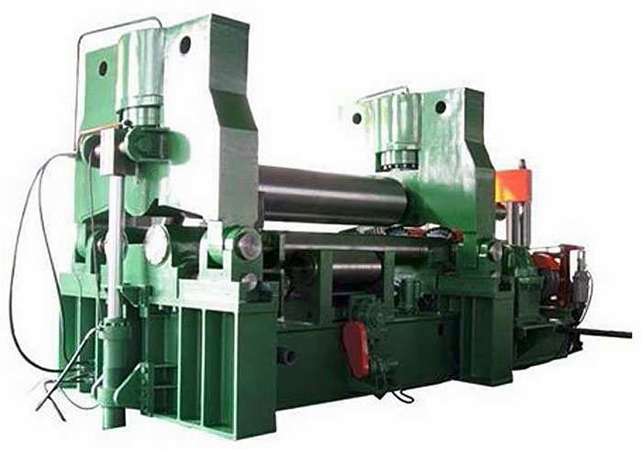
3-валковые листогибочные станки серии W11S
 Страна: Китай
Производитель: NDMT
Состояние:
Страна: Китай
Производитель: NDMT
Состояние: Новое
Универсальный валковый гибочный станок относится к классу 3-валковых гибочных станков гидравлического типа. Данное оборудование предназначено для изгиба всех видов металлических заготовок, изготовленных из углеродистой или низколегированной стали, путем проведения в обычных температурных условиях предварительного изгиба концов листа за один проход (без необходимости в повороте материала), осуществления прокатки и выпрямления, а также выполнения других технологических процессов.
Особенности:
- Верхний валок данного гибочного станка может перемещаться как вертикально, так и горизонтально.
- Предварительный изгиб концов листа осуществляется за счет горизонтального перемещения верхнего валка (при горизонтальном перемещении верхнего валка его расположение относительно нижних валков несимметрично).
- Во время обработки материала движение двух нижних валков осуществляется за счет работы электродвигателя и редуктора.
- Высота расположения нижних валков не изменяется, что в свою очередь позволяет обеспечить удобство при подаче материала и значительно упростить процесс управления.
- Данное оборудование оснащено сенсорным экраном серии DELTA, использование которого вместе с системой PLC позволяет обеспечить высокий уровень контроля за работой оборудования.
- При продаже данного оборудования клиенту предоставляется подробная электрическая схема. Проведение электропроводки должно осуществляться строго в соответствии с чертежами предоставленной электрической схемы: оба конца каждого соединителя проводов обозначены номерами, на конце каждого провода наклеено специальное обозначение номера провода, одинаковое с номером конца соединителя проводов, все обозначения в электрической схеме совпадают с обозначениями в других схемах.
- Данный гибочный станок оснащен электроприборами производства известных марок, все защитные устройства электроприборов (реле тока, переключатель воздуха и т.д.) перед установкой проходят тщательную проверку, что позволяет обеспечить высокую надежность работы оборудования.
- Все элементы гидравлической системы данного оборудования разработаны на основе результатов новейших исследований, проведенных сотрудниками совместного японско-китайского предприятия.
- Данное оборудование удобно в управлении, имеет отличные рабочие характеристики и высокую производительность.
- Данное оборудование имеет хорошее лаковое покрытие, что позволяет избежать появления трещин и утечек краски.
- Перемещение откидной опоры осуществляется за счет работы гидравлической системы, что обеспечивает высокую скорость работы и удобство в управлении.
- Вертикальное перемещение верхнего валка осуществляется за счет гидравлического привода, горизонтальное перемещение верхнего валка – за счет механического привода, что позволяет обеспечить высокую скорость работы оборудования.
- Данное оборудование имеет отличные рабочие характеристики и высокую степень надежности в работе.
|
Технические характеристики
|
Ед. изм.
|
W11S-60х1500
|
W11S-60х2000
|
W11S-80х1500
|
W11S-80х2000
|
|
Тип управления
|
|
КОНТРОЛЛЕР
Управление верхним валком от панели оператора
|
|
Усилие верхнего вала
|
т
|
430
|
540
|
700
|
850
|
|
Макс. ширина листа
|
мм
|
1500
|
2000
|
1500
|
2000
|
|
Длина валков
|
мм
|
1600
|
2100
|
1600
|
2100
|
|
Макс. толщина изгиба
Асимметричная прокатка (толщина предподгибки)
|
мм
|
50
|
50
|
70
|
70
|
|
Макс. толщина изгиба
Симметричная прокатка
|
мм
|
60
|
60
|
80
|
80
|
|
Длина прямой линии края при полной загрузке
|
|
≤2.5 толщины листа
|
|
Диаметр верхнего валка
|
мм
|
560
|
560
|
680
|
680
|
|
Диаметр нижнего валка
|
мм
|
480
|
340
|
580
|
380
|
|
Расстояние между центрами двух нижних валков
|
мм
|
700
|
610
|
800
|
700
|
|
Скорость гибки
|
м/мин
|
3
|
3
|
3
|
3
|
|
Количество групп опорных валков
|
|
-
|
1
|
-
|
1
|
|
Скорость перемещения верхнего валка
|
мм/мин
|
120
|
130
|
120
|
130
|
|
Мощность главного электродвигателя
|
кВт
|
45
|
55
|
55
|
75
|
|
Мощность гидравлического двигателя
|
кВт
|
22
|
22
|
30
|
37
|
|
Мощность двигателя приводной системы
|
кВт
|
7,5
|
11
|
11
|
15
|
СТРУКТУРА ОБОРУДОВАНИЯ
Валковый гибочный станок данной модели состоит из верхнего валка, нижних валков, устройства для горизонтального перемещения, опорных валков, главного привода, откидной опоры, боковых опор, платформы и фиксаторов.
Устройство верхнего валка
Устройство верхнего валка включает в себя главные гидроцилиндры, корпусы подшипников для верхнего валка, верхний валок, двухрядные сферические подшипники и т.д.
- Работа двух главных гидроцилиндров обеспечивает необходимый для гиба листов напор давления, рабочее давление данных гидроцилиндров составляет 19.5 МПа.
- Двухрядные сферические подшипники представляют собой низкоскоростные сферические роликовые подшипники, выдерживающие высокую нагрузку.
- Верхний валок имеет форму барабана, согласно проекту коэффициент нагрузки максимального нагнетательного давления для верхнего валка должен быть равен 0.7 от равномерной нагрузки для обеспечения предварительного компенсирования прогиба верхнего валка.
- Верхний валок изготовлен из легированной стали (42CrMo), показатель твердости поверхности: HB260~300.
Устройство нижних валков и устройство для горизонтального перемещения
Устройство нижних валков включает в себя нижние валки, корпусы подшипников для нижних валков, зубчатое колесо, подшипники скольжения для нижних валков и т.д.
- Подшипники скольжения для нижних валков изготовлены из самосмазывающихся композиционных материалов (SF-1), нижние валки изготовлены из легированной стали (42CrMo), показатель твердости поверхности: HB260~300.
- Устройство для горизонтального перемещения работает за счет электродвигателя, который приводит в движение червячное колесо и червячный винт, обеспечивая тем самым горизонтальное перемещение верхнего валка, что в свою очередь позволяет выполнять ассиметричный изгиб материала.
- Главный привод нижних валков через зубчатое колесо главного привода, зубчатое колесо нижних валков передает нижним валкам крутящий момент.
Устройство опорных валков
Устройство опорных валков включает в себя опорные валки, червячное колесо и червячный винт, клин, электродвигатель и т.д.
- Опорные валки изготовлены из стали (№45), показатель твердости поверхности: HB190~220 (показатель твердости поверхности опорных валков меньше показателя твердости поверхности нижних валков).
- Данный станок имеет четыре опорных валка, вертикальное положение которых регулируется в зависимости от степени нагрузки при изгибе материала.
Устройство главного привода
Устройство главного привода включает в себя главный электродвигатель, клиновый приводной ремень, цилиндрический зубчатый редуктор, тормоз с электрогидравлическим толкателем и т.д.
- Зубчатое колесо главного привода приводит в движение зубчатое колесо двух нижних валков.
- Главный привод передает валкам крутящий момент, необходимый для проведения гиба материала (с помощью главного привода также можно осуществлять обратное вращение).
Устройство откидной опоры
Устройство откидной опоры включает в себя ползун, гидроцилиндр откидной опоры и т.д.
- Поверхность штока гидроцилиндра откидной опоры покрыта хромом.
- Использование откидной опоры позволяет упростить процесс вынимания готовых изделий вдоль осевого направления валка.
Устройство боковых опор, фиксаторов и платформы
- Сварка стальных деталей платформы, фиксаторов и боковых опор позволяет устранить вибрацию во время эксплуатации оборудования.
- На боковых опорах и фиксаторах установлены два главных гидроцилиндра.
- Платформа имеет рамную конструкцию, что позволяет обеспечить низкий расход анкерных болтов и удобство в монтаже и настройке оборудования.
Гидравлическая система
Гидравлическая система данного гибочного станка состоит из зубчатого насоса, группы клапанов, соединительных деталей, дополнительных деталей гидравлической системы и т.д.
- В качестве клапанов для гидравлической системы используются новейшие модульные клапаны, гибочный станок имеет простую конструкцию патрубков гидравлической системы, что обеспечивает удобство в ремонте оборудования.
- Гидравлическая система состоит из трех типов линий управления: линия управления для защиты от повышения давления и его регулировки, синхронная линия управления и скоростная линия управления.
- Линия управления для защиты от повышения давления и его регулировки с помощью настройки положения главного перепускного клапана регулирует рабочее давление системы (рабочее давление системы составляет 19.5МПа).
- Синхронная линия управления путем настройки положения дроссельного клапана вверх или вниз регулирует подъем или опускание верхнего валка.
- Скоростная линия управления контролирует перемещение откидной опоры и возврат ее в исходное положение, а также путем регулировки положения дроссельного клапана осуществляет настройку скорости.
- Подъем и опускание верхнего валка контролируется давлением, показатель которого настраивается с помощью работы перепускного клапана.
Электронная система управления:
Электронная система управления данного оборудования состоит из электронного шкафа управления и переносного кнопочного пульта управления.
- Источник электропитания: четырехпроводная трехфазная система, 380В/50Гц.
- Электрическая цепь управления использует систему контроля PLC, что позволяет обеспечить надежность в работе оборудования и долгий срок его службы.
- В электронном шкафу управления расположены кнопки управления, использование которых позволяет полностью контролировать ход технологического процесса, специальные индикаторные лампочки также позволяют упростить процесс контроля и управления.
ПРЕИМУЩЕСТВА УНИВЕРСАЛЬНОГО ГИБОЧНОГО СТАНКА
- Верхний валок изготовлен в форме барабана, что позволяет предварительно равномерно распределять 70% нагрузки.
- Нижние валки имеют относительно малый диаметр.
- Для обеспечения поддержки нижних валков в их нижней части расположены опорные валки, расположение которых может быть отрегулировано по направлению вверх или вниз.
- Регулировка расположения опорных валков в соответствии с показателем нагрузки во время гиба материала значительно повышает точность обработки и качество готовой продукции.
- Гибочный станок данной модели также может осуществлять обратный прогиб материала (при этом направление подачи материала и направление перемещения верхнего валка должны быть противоположными). Обратный прогиб материала осуществляется под действием давления верхнего валка и с помощью вращения нижних валков. Концы обрабатываемого материала предварительно прогибаются под действием нагнетательного давления, что позволяет избежать прогиба материала вперед. С помощью данного процесса также можно контролировать длину и форму оставшейся прямой стороны материала.
- При асимметричном расположении валков осуществляется прогиб материала вперед: сначала выполняется предварительный прогиб материала вперед, затем осуществляется симметричная прокатка материала для создания формы, данный процесс нуждается в тщательном контроле квалифицированного специалиста, так как угол прогиба готовой продукции назад и форму оставшейся прямой стороны трудно контролировать.
- Для обеспечения высокого качества обработки материала и во избежание осуществления неправильного прогиба материала необходимо выполнять следующие правила работы с данным оборудованием:
1) Необходимо тщательно контролировать работу двух нижних валков, внимательно следить за расстоянием между центрами нижних валков и не допускать превышения допускаемых отклонений.
2) Верхний валок вместе с электрогидравлической системой образуют систему с обратной связью, что позволяет осуществлять автоматическую настройку и выравнивание.
- Работа гидроцилиндров верхнего валка контролируется с помощью кодирующего устройства, высокий или низкий электрический уровень передается программирующему устройству управления, контроль за работой электромагнитных челночных клапанов, расположенных на концах верхнего валка, осуществляется с помощью электромагнита.
Технические характеристики
ПРОЦЕДУРА ГИБКИ
 |
|  |
Подача (загрузка) листового металла
|
| Верхние валки движутся горизонтально к позиции X,
верхние валки опускаются к позиции Y1,
нижние валки изменяют движение на обратное направление,
чтобы листовой металл занял правильное положение
|
|
|
|
 |
|  |
Нижние валки вращаются по часовой стрелке,
и верхние валки оказывают высокое давление на листовой металл
|
| Верхние валки опускаются и останавливаются на позиции Y2,
чтобы листовой металл продвигался, листовой металл
зажимается верхними и нижними валками
|
|
|
|
 |
|  |
Останавливайте движение нижних валков, когда они достигают
одного края листового металла, верхние валки опускаются и
останавливаются на позиции Y3, верхние валки
оказывают высокое давление для сгиба этого края
|
| Верхние валки поднимаются к позиции Y2 и движутся
горизонтально к позиции X, потом поднимаются верхние валки
к позиции Y2, нижние поднимаются
|
|
|
|
 |
|  |
|
Останавливайте движение нижних валков,
когда достигают другого края листового металла,
верхние валки опускаются и останавливаются на позиции Y3,
верхние валки оказывают высокое давление для сгиба этого края
|
| Верхние валки движутся к позиции X=0, потом опускаются на позицию Y4.
Нижние валки изменяют движение на обратное направление
и движутся по часовой стрелке, чтобы выполнить компенсацию гибки
|
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:



{kind=link}