- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

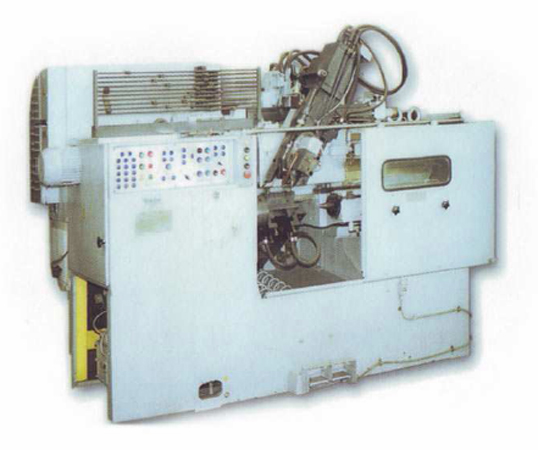
Станок токарный гидрокопировальный предназначен для черновой и чистовой токарной обработки в центрах деталей типа «Вал» с прямолинейными и криволинейными образующими методом копирования одним резцом по всему профилю, многорезцовым или многорезцово-копировальным способом.
Обработка основного профиля производится резцами копировального суппорта, канавка и торцы обрабатываются резцами поперечного суппорта.
Климатические условия УХЛ4 ГОСТ 15150-69.
Класс точности станка Н по ГОСТ 8-82.
|
Технические характеристики |
Ед. изм. |
ЕМ-473 |
|
Наибольший диаметр обрабатываемых изделий над суппортом |
мм |
250 |
|
Наибольшая длина обрабатываемых изделий |
мм |
710 |
|
Расстояние от низа основания до оси центров станка |
мм |
1060 |
|
Расстояние от передней стенки станка до оси центров станка |
мм |
220 |
|
Количество суппортов: |
|
|
|
- копировальных |
|
1 |
|
- поперечных |
|
1 |
|
Бабка передняя |
|
|
|
Конец шпинделя фланцевый |
|
1-8 |
|
Конус в шпинделе |
|
80-АТ7 |
|
Диаметр отверстия в шпинделе |
мм |
70 |
|
Частота вращения шпинделя |
об/мин |
100…2000 |
|
Количество скоростей вращения шпинделя |
|
14 |
|
Количество подключаемых ступней |
|
4 |
|
Бабка задняя |
|
|
|
Конус шпинделя в пиноли |
|
Морзе 5АТ7 |
|
Наибольший ход пиноли |
мм |
155 |
|
Наибольшая скорость перемещения пиноли |
|
|
|
- подвод |
м/мин |
4 |
|
- отвод |
м/мин |
5,2 |
|
Суппорт копировальный |
|
|
|
Ход каретки |
мм |
825 |
|
Ход ползуна |
мм |
165 |
|
Количество автоматически переключаемых подач |
|
3 |
|
Пределы рабочих подач |
мм/мин |
10…1250 |
|
Количество продольных подач |
|
Бесступенчатое регулирование |
|
Ускоренный ход каретки: |
|
|
|
- влево |
м/мин |
4,5 |
|
- вправо |
м/мин |
3,9 |
|
Ускоренный ход ползуна: |
|
|
|
- подвод |
м/мин |
2,42 |
|
- отвод |
м/мин |
2,0 |
|
Суппорт поперечный |
|
|
|
Ход ползуна |
мм |
125 |
|
Предел рабочих подач |
мм/мин |
10…630 |
|
Ускоренный ход ползуна: |
|
|
|
- подвод |
м/мин |
2,42 |
|
- отвод |
м/мин |
2,0 |
|
Размеры станка (Д х Ш х В) |
мм |
2990 х 1530 х 2200 |
|
Масса станка |
кг |
6400 |
|
Мощность электродвигателя главного привода |
кВт |
18,5 |
Комплектация:
{kind=link}