- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

При сварке к тонким элементам изделий можно отнести толщины менее 3-5 мм. Назначение сварки - обеспечение соответствия физико-механаческих свойств сварного шва и основного металла нормативно-технической документации. Сварка тонколистовых элементов зачастую осложняется дефектами, при работе с такими материалами применяются различные виды сварочной обработки.

Дуговая сварка представляет собой соединение металлов с помощью электрической дуги (рис. 1). Этот тип сварки включает в себя такие виды, как плазменная, электрошлаковая, электронно-лучевая и термитная. Энергия электронного луча нашла свое применение в электронно-лучевой сварке. Теплота выделяется в результате бомбардировки поверхности металла электронами, имеющими большие скорости; анодом служит свариваемая деталь, катодом — вольфрамовая спираль. Поверхность катода испускает электроны, формируемые в пучок, который фокусируется на соединяемые заготовки магнитной линзой. Перемещает луч специальная катушка. Использование теплоты, выделяемой нагретой смесью оксида железа и алюминия, лежит в основе термитной сварки. В результате образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий, заполняет зазор, образуя тем самым шов.
В ультразвуковой сварке упругие колебания передаются по волноводу от преобразователя к рабочему наконечнику. Соединяемые изделия помещают между наконечником и специальной опорой. Под действием вертикального сжимающего усилия и ультразвуковых колебаний в заготовках возникают силы трения, достаточные для получения сварного соединения.
При контактной сварке, которая, в свою очередь, делится на точечную и стыковую, происходит сварка давлением (рис. 2). Здесь соединяемые заготовки зажимаются электродами.
В зоне контакта под действием сварочного тока происходит сильный разогрев, затем сжатие заготовок и, как результат, образование сварного соединения.
Если при соединении изделия используют радиочастотную сварку, то свариваемые заготовки нагреваются с помощью высокочастотного индуктора. В результате этого происходит оплавление кромок заготовок. Сварное соединение получается в результате сжимающего действия роликов на оплавленные кромки.
 Лазерная сварка осуществляется световым лучом, получаемым от специальных твердотельных или газовых излучателей (рис.3). Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе даже на значительном расстоянии от источника излучения.
Лазерная сварка осуществляется световым лучом, получаемым от специальных твердотельных или газовых излучателей (рис.3). Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе даже на значительном расстоянии от источника излучения.
Сварка трением осуществляется с помощью вращения одного из свариваемых элементов и соприкосновения его торца с торцом закрепленного металла. Торцы материалов разогреваются и с приложением осевого усилия свариваются. Холодная сварка базируется на свойстве металла «схватываться» при значительном давлении.
Качественное соединение получают при использовании сварки взрывом, которая позволяет получить соединение разнородных металлов и сплавов с прочностью не ниже основного металла. Сваркой взрывом получают биметаллические пластины. Тонкие материалы чаще всего сваривают внахлест и встык. Стыковые швы широко применяют в машиностроении, а также при сварке емкостей и труб. При соединении двух листов металла, когда один лист накладывается на другой с нахлестом, образуется нахлесточный шов. Нахлестанные швы применяются в конструкциях металлических ферм, резервуаров и пр.
Перед выполнением сварки необходимо подготовить свариваемые поверхности. Подготовительные работы включают в себя правку, разметку, резку, подготовку кромок под сварку и холодную или горячую гибку.
При сварке тонких листов необходимо обеспечить максимальный провар корня шва и сформировать качественный обратный валик. В этом случае хорошо зарекомендовал себя способ сварки на съемной медной или остающейся стальной подкладке. При этом в медной подкладке делается формирующая канавка. Чтобы расплавленный металл не вытекал из сварочной ванны, необходимо обеспечить плотное поджатие подкладок к свариваемым кромкам. Остающиеся подкладки не всегда технологичны, так как увеличивают расход металла. Если допустима выпуклость обратной стороны, то допускается подварка корня шва.
Использование этих рекомендаций гарантирует получение сварного соединения высокого качества и обеспечивает соответствие металла шва и основного металла нормативно-технической документации.
 ТехИнфо
ТехИнфо
Для получения качественных соединений тонких стальных элементов необходимо учитывать следующее.
Наиболее важными свойствами являются пластичность, прочность, ударная вязкость, стойкость против коррозии. Для обеспечения указанных свойств при сварке тонких листов применяют защитные среды, раскисление, шлаковую защиту, легирование металла. Газовая защита расплавленного металла образуется при сгорании газообразующих веществ. Она предохраняет расплавленный металл от воздействия кислорода и азота. Раскисление металла сварочной ванны осуществляют элементами, обладающими большим сродством к кислороду, чем железо. Легирование металла шва применяют для придания ему специальных свойств (повышение механических свойств, износостойкости, жаростойкости, сопротивления коррозии). В качестве легирующих компонентов используются хром, никель, молибден, вольфрам, марганец, титан.
ТехДетали
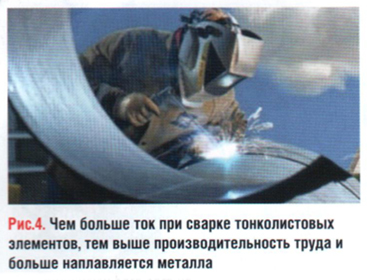
Основными параметрами нормального режима сварки являются величина и полярность тока, диаметр электрода, скорость сварки и напряжение на дуге. Существуют и дополнительные параметры: толщина покрытия электрода и его состав, положение электрода и положение изделия. Сварочный ток выбирают, ориентируясь на марку и диаметр электрода, учитывая при этом положение шва в пространстве, вид соединения, а также толщину свариваемого изделия. При этом сила тока должна быть максимально возможной (рис.4). Увеличение силы тока влияет также на глубину провара. Полярность тока и его вид (постоянный или переменный) оказывают влияние на размеры шва и его форму. Если сварка ведется при постоянном токе, имеющем обратную полярность, то глубина провара на 50% больше, чем при постоянном токе прямой полярности. Это объясняется тем, что на аноде и катоде выделяется разное количество теплоты. Глубина провара при сварке переменным током на 15% меньше той, которая получается при сварке постоянным током прямой полярности. На диаметр электрода влияют толщина свариваемого металла, вид соединения и форма подготовленных кромок под сварку. Если ведется сварка стыков металла, толщина которых достигает 4 мм, то используются электроды того же диаметра, что и толщина кромок.
Григорий Сучков
Журнал «ТехСовет» №9, сентябрь 2010 г.