- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Изделия из труб находят сегодня применение во многих отраслях промышленности, как при изготовлении сложных высокотехнологичных изделий, так и в производстве товаров широкого потребления. И практически везде используются трубогибные станки.
Список областей применения трубогибных станков внушителен: нефтехимия, аэрокосмическая, автомобильная промышленность, судостроение, строительство, изготовление сложных гидравлических и пневматических трубопроводов, производство кондиционеров и вентиляционных систем, выпуск спортивного инвентаря и оборудования, производство мебели и другой разнообразной продукции. Данные станки применяются как в единичном и мелкосерийном, так и в крупносерийном производстве.
От ручных до автоматических
По степени автоматизации трубогибные станки делятся на три класса — с ручным управлением, полуавтоматические и автоматические.
Изделия из труб находят сегодня применение во многих отраслях промышленности, как при изготовлении сложных высокотехнологичных изделий, так и в производстве товаров широкого потребления. И практически везде используются трубогибные станки.
В станках с ручным управлением вспомогательные движения (установка трубы, зажим, прижим, движение дорна) осуществляются вручную. Такое оборудование рекомендуется использовать в условиях, когда нужно производить небольшое число гибов с не очень тяжелыми трубами.
В полуавтоматических станках установка и снятие трубы осуществляются вручную, а остальные движения — по команде системы управления. Чтобы выполнить операцию сгиба на таком оборудовании, необходимо вставить трубу, нажать кнопку пульта и по совершении гиба ее вынуть, остальное машина сделает сама согласно заданной программе. При необходимости совершить несколько последовательных гибов с поворотом трубы в другую плоскость линейное перемещение трубы и ее поворот в другую плоскость совершаются также вручную. Для этого в станке предусмотрена удобная система упоров.
Автоматические станки предназначены для пространственной гибки труб, то есть линейная подача, вращение и гибка трубы производятся полностью автоматически — по заданной программе. Данное оборудование целесообразно использовать как для массовой гибки различных изделий сложной формы (мебельных каркасов, автомобильных глушителей и т. п.), так и для мелкосерийной и даже единичной гибки сложных и дорогих трубопроводов. В западной классификации эти станки обозначаются CNC-benders, то есть буквально «трубогибы с ЧПУ».
Переходя к конкретным образцам продукции, следует еще сказать о том, что обработка труб может осуществляться как с дорном, то есть с приспособлением, обеспечивающим гибку без гофр, так и без него.

Трубогибы из Северной столицы
НПО Экспериментального машиностроения (НПО ЭМ) из Санкт-Петербурга предлагает трубогибные станки серии Т. Они предназначены для гибки труб методом наматывания. Гибка может осуществляться и с дорном, и без него. Дорны могут быть различного типа — сферические, ложкообразные, шарнирные. Их выбор определяется геометрией гиба (радиусом гиба, толщиной стенки, диаметром трубы) и не зависит от станка, поскольку параметры машин серии Т позволяют использовать все возможности и преимущества метода наматывания.
На станках серии Т могут быть согнуты практически любые трубы — диаметром от нескольких миллиметров до (без малого) двухсот. Легко осуществляется гибка самых разнообразных изделий — от единичных сложнейших многометровых трубопроводов до массовых деталей с одним гибом. Например, на станках серии Т при необходимости делать лирообразные гибы может применяться гиб на угол более 180°. Следует лишь воспользоваться специальным инструментом, поставляемым НПО ЭМ.
НПО ЭМ подразделяет свои станки на три группы:
Представителем группы станков общего назначения является трубогибный станок Т-60. Он предназначен для холодной дорновой и бездорновой гибки труб методом наматывания. Развиваемого усилия достаточно, чтобы согнуть практически любую трубу (с любой стенкой) диаметром до 60 мм, но на данном оборудовании можно гнуть трубы и большего диаметра. При выборе следует учитывать, что зависимость необходимых усилий от параметров трубы имеет довольно сложный нелинейный характер.
Основной параметр силовых станков — момент на главном валу. НПО ЭМ условно относит к ним машины с моментом, превышающим 15000 Нм. Компания предлагает четыре такие модели — Т-76 (25000 Нм), Т-90 (40000 Нм), Т-108 (80000 Нм) и Т-159 (20000 Нм). Эти агрегаты предназначены для единичной и мелкосерийной гибки труб диаметром до 76, 90, 108 и 159 мм соответственно. Станки не имеют конструктивных ограничений для гибки труб небольших диаметров и на небольшие радиусы. Области применения данного оборудования включают энергетику, трубопроводные хозяйства заводов, двигателестроение.
Скоростные станки ориентированы на тех потребителей, кому необходимо с максимальной производительностью гнуть много одинаковых изделий из относительно небольших труб с высокой повторяемостью. Повторяемость изделий должна давать возможность исключить контроль и рихтовку как производственные операции. При этом следует сохранять выборочный контроль, поскольку механические параметры труб могут меняться от партии к партии (обычно — от пакета к пакету), что требует вводить поправку на коэффициент пружинения. Измеренный коэффициент пружинения вводится в систему ЧПУ, которая во время работы вычисляет соответствующие поправки. Производительность обеспечивается как высокой скоростью движения приводов станка, так и удобством совершения вспомогательных и быстротой переналадки. Поскольку скоростные станки проектируются с целью обеспечения вышеназванных требований, они не обладают большой силой (условно до 10000 Нм).
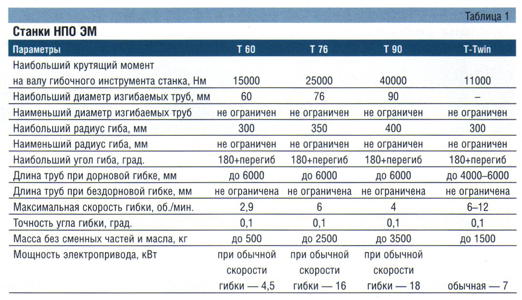 Компания НПО ЭМ представляет скоростной трубогибный станок T-Twin. И хотя это в первую очередь именно скоростной станок, создаваемое им усилие (порядка 11000 Нм) достаточно велико. Так, T-Twin способен гнуть практически все известные изделия массового производства. Станок предназначен для скоростной холодной дорновой и бездорновой гибки труб методом наматывания. В отличие от стандартных трубогибных машин Т-Twin имеет принципиально отличную оригинальную компоновку, позволяющую значительно поднять реальную производительность за счет существенной экономии движений оператора — для того чтобы работать на станке, оператор не должен тратить время на перемещения, он может работать не вставая со стула.
Компания НПО ЭМ представляет скоростной трубогибный станок T-Twin. И хотя это в первую очередь именно скоростной станок, создаваемое им усилие (порядка 11000 Нм) достаточно велико. Так, T-Twin способен гнуть практически все известные изделия массового производства. Станок предназначен для скоростной холодной дорновой и бездорновой гибки труб методом наматывания. В отличие от стандартных трубогибных машин Т-Twin имеет принципиально отличную оригинальную компоновку, позволяющую значительно поднять реальную производительность за счет существенной экономии движений оператора — для того чтобы работать на станке, оператор не должен тратить время на перемещения, он может работать не вставая со стула.
Обычным режимом работы T-Twin является одновременная гибка двух труб. В станке имеется большая зона укладки, позволяющая с легкостью гнуть от одной до шести труб одновременно. T-Twin с равной легкостью гнет как бесшовные круглые трубы, так и дешевую электросварную трубу независимо от ориентации шва относительно плоскости гиба, а также плоскоовальные трубы. Силовые конструкции станка обеспечивают высокую жесткость и, соответственно, высокое качество гиба. Специальная технология, примененная при проектировании агрегата, позволила полностью снять проблемы ремонта — практически любая неисправность может быть выявлена и устранена силами заказчика за короткое время. Приведем также основные характеристики некоторых моделей станков НПО ЭМ (табл. 1).
Итальянская серия
Итальянская компания BLM представляет широкий модельный ряд трубогибных станков с ЧПУ и производственных линий, имеющих ряд специфических особенностей.
Наиболее характерными из них являются:
При работе с трубой из бунта (что может значительно снизить финансовые затраты на заготовительные операции) в автоматическом режиме производятся следующие операции: труба разматывается, правится, при необходимости осуществляется формовка переднего торца заготовки, гнется, готовое изделие отрезается и снимается со станка. При работе с предварительно нарезанной заготовкой используются системы автоматической загрузки заготовки и снятия изделия со станка, что позволяет добиться полностью автоматизированного процесса производства изделия.
Фирма BLM предлагает довольно обширную номенклатуру станков (см. табл. 2).
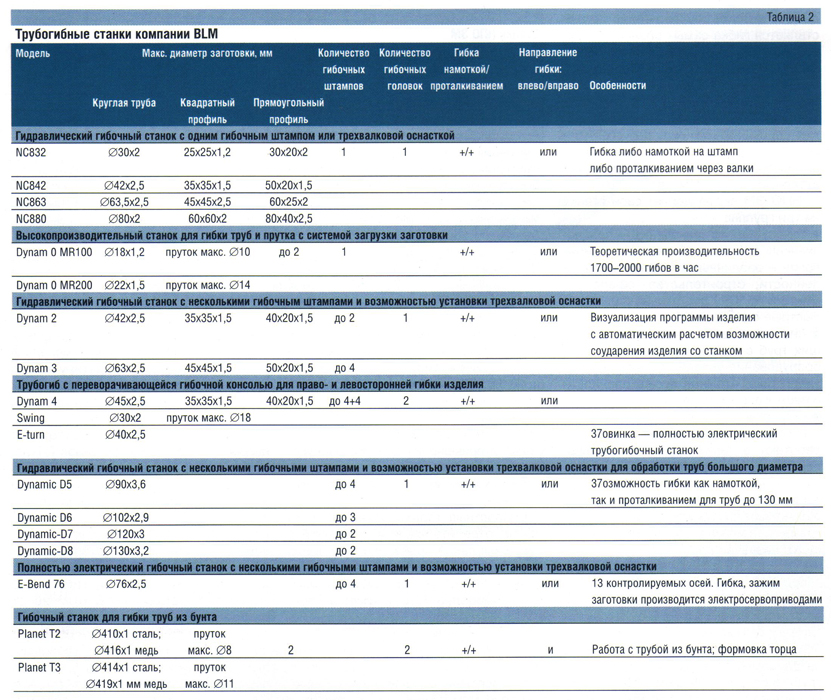
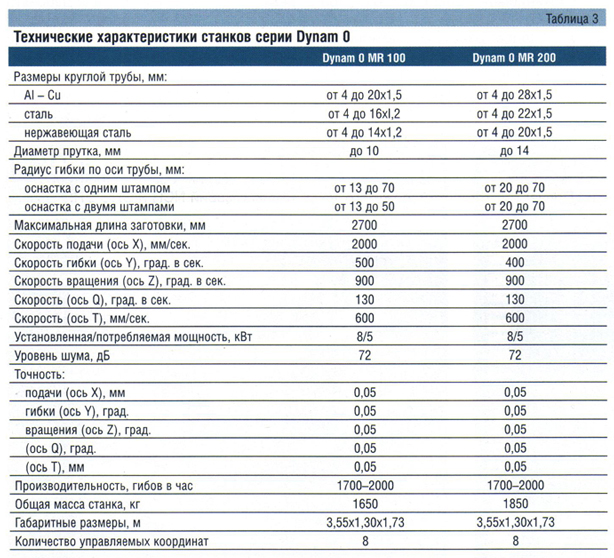
Несколько подробнее стоит остановиться на гидравлических трубогибных станках с ЧПУ с интегрированным модулем загрузки заготовки и снятия готового изделия со станка серии Dynam 0 (MR 100, MR 200). Машины этой серии являются высокотехнологичными и высокопроизводительными комплексами для гибки изделий из труб, простого и фасонного профиля. Пятикоординатные станки с ЧПУ, с интегрированными модулями загрузки заготовки на станок и снятия готового изделия со станка обеспечивают длительную автономную работу комплекса без обслуживающего персонала. Стандартная комплектация станка двумя гибочным штампами (возможно увеличение и до четырех) позволяет производить изделия сложной геометрической формы, как из простой заготовки, так и из предварительно обработанных заготовок (с фитингами, развальцованными торцами и т. д.).
 Автоматическая установка заготовки происходит во время снятия произведенного изделия со станка, чем достигается минимальное время цикла производства детали, уменьшение времени простоя гибочного станка и максимальная производительность комплекса.
Автоматическая установка заготовки происходит во время снятия произведенного изделия со станка, чем достигается минимальное время цикла производства детали, уменьшение времени простоя гибочного станка и максимальная производительность комплекса.
В связи с тем, что управление комплексом (гибочным станком, модулями загрузки и снятия изделия) происходит полностью в автоматическом режиме, обеспечивая минимальное время цикла производства, оператор станка может быть занят смежными работами: упаковкой готовой продукции, дополнительной обработкой готового изделия, производить контроль качества или сборку изделия с другими для получения готовой продукции.
Высокая производительность, полностью автоматический режим работы и высокая надежность комплекса позволяют обеспечить максимальный экономический эффект при массовом производстве изделий из труб малого и среднего диаметра. Исключение негативного влияния человеческого фактора обеспечивает постоянство качества производимой продукции.
Комплекс Dynam 0 может быть легко интегрирован в любую производственную линию для обеспечения полностью безлюдного производства. Возможна комплектация станка различными агрегатами автоматизации процесса под любые условия заказчика:
Применяемое современное программное обеспечение комплекса Dynam 0 делает работу со станком максимально простой для персонала. Программа VGP3D (Visual Graphical Programing — Визуальное Графическое Программирование) обеспечивает:
Итальянская компания Tauringroup предлагает трехвалковые станки с гидравлическим перемещением верхнего гибочного валка и настройкой расстояния между нижними валками серии Delta. Возможность подобной настройки позволяет работать с максимально широким диапазоном труб и профилей (в том числе со сложным алюминиевым и стальным оконным или дверным профилем). Станки хорошо подходят для задач, где требуется работать с широким ассортиментом изделий и материалов (например, с алюминиевым профилем, трубой, швеллером, уголком и т. д.), и обеспечивают хорошую повторяемость изделий даже при сложных изгибах (например, плавные дуги, сложные спирали и т. д.
Перечислим модификации станков Delta:
Группа компаний Crippa-Silfax (Италия) производит широкую гамму моделей, а также существует возможность модификации станков под конкретные проекты. Рассмотрим некоторые из них.
Модель Medialanium 2Р — наиболее простой и недорогой универсальный трубогибочный станок с гидравлической гибочной головкой. Агрегат оснащен электронной панелью управления со встроенной памятью углов гиба. Минимальный и максимальный диаметры трубы — 14 и 90 мм, максимальный угол гиба — 190°.
SDB-306 — полностью автоматический трубогибочный станок для небольших диаметров труб с электрической орбитальной гибочной головкой отличается высокой производительностью. Станок оснащен встроенным автоматическим загрузчиком из вертикального или горизонтального накопителя на 50 или 100 заготовок. Направление гиба — и левое, и правое, панель управления — Siemens НТ6, число осей, одновременно контролируемых системой ЧПУ, — три.
SR-412 — полностью автоматический трубогибный станок для небольших диаметров труб. Минимальный и максимальный диаметр трубы — 3 и 12 мм. Агрегат оснащен системой ЧПУ Sinumerik 840 D и имеет четыре оси, одновременно контролируемых ЧПУ.
SR-612 — полностью автоматический трубогибный станок повышенной точности для небольших диаметров труб, обеспечивающий гибку труб как по, так и против часовой стрелки, а также возможность автоматического захвата трубы с задней части станка.
СА-542 — полностью электрический трубогибочный станок с многоинструментальной оснасткой, направление гибочной головки — по или против часовой стрелки. Минимальный и максимальный диаметр трубы — 6 и 42 мм. Система ЧПУ одновременно контролирует 9 осей.
SE-925 — полностью электрический автоматический трубогибочный станок для очень точной гибки труб с многоинструментальной оснасткой. Оснащен управляемым ЧПУ дорном и возможна установка складкодержателя.
SE-9127 — электрогидравлический трубогибный станок для труб больших диаметров. Оснащен управляемым при помощи ЧПУ дорном, интерфейсом установки и настройки складкодержателей, устройством автоматической смены инструмента, усилителем подачи трубы на 6 тонн.
Трубогибные станки могут быть укомплектованы измерительными машинами Romer. С помощью них на имеющемся трубогибном оборудовании можно наладить серийный выпуск изделий по согнутым вручную образцам, считывание труб в трехмерную модель и генерацию кодов для ЧПУ станка.
Представленные модели станков и их характеристики являются небольшой частью из широкого спектра оборудования для обработки труб, производимого группой компаний Crippa-Silfax.
Станки из Тайваня
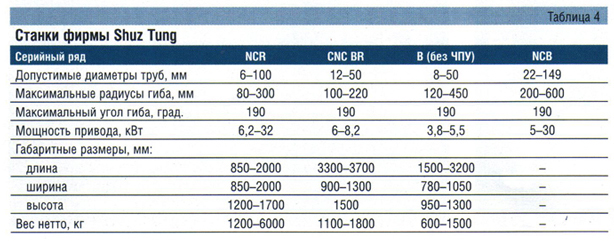
Модельный ряд оборудования тайваньской компании Shuz Tung Machinery реализует гибку труб и профиля наматыванием на вращающейся копир и проталкиванием между роликами без нагрева с устройством, исключающим образование гофр (дорн). Это полуавтоматические станки серий NCR (с ЧПУ), DB (с ЧПУ), NCB (с ЧПУ), В (без ЧПУ), автоматические станки с ЧПУ серии CNC BR, а также роликовые трубогибы.
Полуавтоматические станки с числовым программным управлением серии NCR в модельном ряду представляют начальный уровень станков с ЧПУ для гибки труб. В их конструкции используется каретка с патроном поворота трубы вокруг своей оси с автоматическим зажимом и разжимом трубы, управляемые ЧПУ. Надежная автоматическая фиксация на заданных углах поворота с погрешностью не более ±0,20 мм обеспечивает достаточно точное выполнение углов гибки на пространственной детали. Такие станки являются хорошим решением для качественной гибки труб с дорном, где не требуется высокая производительность, но нужна хорошая повторяемость деталей и высокое качество гибки. Полуавтоматический режим означает, что углы гибки задаются программой системы ЧПУ и выполняются автоматически, но выдвижение трубы вперед и поворот вкруг оси осуществляется вручную, оператором станка.
Автоматические станки с ЧПУ серии CNC BR хорошо зарекомендовали себя на производстве деталей высокой точности и сложности. Они обеспечивают наибольшую производительность. Управление системой ЧПУ осуществляется по трем и более координатам — подача трубы на заданный чертежом размер, гибка, поворот трубы вокруг своей оси, выбор гибочной головки, когда требуется выполнить различные радиусы гибки на одной детали. Станки выполняют гибку электро-сервоприводом или гидро-сервоприводом, что дает возможность изготавливать детали высокой точности и сложности с максимальной производительностью. Программное обеспечение позволяет комфортно работать с таблицей программы, выводить изометрию моделируемой детали на экран или принтер, устанавливать скорость гибки, конвертировать файлы Autocad в программу станка.
Перечислим общие характеристики станков серий NCR и CNC BR:
Основное отличие станков модельного ряда CNC BR — это три гибочных головки, причем две из них гнут трубу методом намотки, а третья обеспечивает гибку проталкиванием через роликовые вальцы, что позволяет получать большие радиусы переменной кривизны (например, плавные дуги, арки и т. д.). Самые смелые дизайнерские решения можно реализовать на данном оборудовании. Трубогибные станки с ЧПУ CNC BR хорошо подходят для пространственной гибки квадратных и прямоугольных труб, а также для получения простых и сложных плоских конфигураций из круглых труб.
Автоматические станки также намного безопаснее любых полуавтоматических машин, так как оператору не требуется постоянно находиться в рабочей зоне станка. В отличие от серии NCR, станки CNC BR имеют подвижную цанговую каретку для фиксации трубы в пространстве с функцией автоматического зажима/разжима трубы и отображением на экране угла поворота трубы в пространстве, что является обязательным требованием для получения высокой повторяемости пространственных деталей.
Полуавтоматические станки с дорном серии NCB предназначены для гибки несложных деталей как в одной плоскости, так и для объемной гибки. Отличительные особенности станков:
Во время гибки труба зажимается с двух сторон (передним и хвостовым прижимами), что обеспечивает высокую точность и качество выполнения изгиба, а также отсутствие вмятин и царапин даже на тонкостенных трубах (толщиной до 1 мм).
В станках серии В за счет использования кнопочного пульта управления (вместо ЧПУ) значительно снижена стоимость машины, но качество гибки осталось на достаточно высоком уровне.
Перечислим основные характеристики некоторых серий станков фирмы Shuz Tung (табл. 4).
Другая компания из Тайваня — Chiao Sheng Machinery (CSM) выпускает трубогибные станки, отличающиеся высокой точностью, качеством, скоростью гибки, долговечностью и безопасностью в работе. В них используются современные технологии гибки — оригинальные разработки компании запатентованы в Тайване, США, Германии и в других промышленно развитых странах. Продукция CSM сертифицирована по ISO 9001 и ISO 9002, одобрена международными комитетами СЕ и TUV.
Трубогибные станки CSM используются, как в крупносерийном, так и мелкосерийном производстве, когда приходится часто перенастраивать оборудование на изготовление новых изделий. Широкий модельный ряд из крупно- и малогабаритных станков, станков с ЧПУ, контроллерным и ручным управлением, станков с различными возможностями выполнения гибочных операций, с одним, двумя и более радиусами гибки позволяет легко подобрать наиболее подходящую модель.
Перечислим основные конструктивные и технические особенности станков фирмы CSM:
Трубогибные станки CSM способны обрабатывать трубы, максимальный внешний диаметр которых составляет не более 180 мм, толщина стенки — до 11 мм, максимальная длина — 6000 мм, радиус гибки — до 700 мм.
Основными характеристиками устанавливаемой на данном оборудовании системы ЧПУ CSM Master 3 являются:
Для осуществления контроля качества выпускаемой трубогибочной продукции компания CSM предлагает специализированную 5-осевую координатно-измерительную машину, которая позволяет осуществлять измерения с использованием лазерного луча или электронного датчика. Данные измерения можно сохранять на жестком диске, а после необходимой обработки пересылать по сети на трубогибочный станок (формат данных измерений совместим с системой ЧПУ CSM Master 3) или в конструкторско-технологические отделы.
... а также
Германская компания Jutec Biegesysteme GmbH представляет серию станков для гибки труб диаметром от 5 до 80 мм. Модель 8000 (диаметр труб — 20-80 мм) — это мощный стационарный дорновый гибочный станок. Длина дорновой опоры — 3, 4,5 и 6 м, а также предусмотрены гидрозажим трубы, предварительный отвод дорна, интерактивное меню, привод с косозубой прецизионной передачей, электронное измерение длины и поворота. Дополнительно предлагаются программы расчета, передача данных с компьютера на трубогибный станок.
 Модель 4800 (диаметр труб — 6-50 мм) — передвижной дорновый гибочный станок. Длина дорновой опоры станка — 3, 4,5 и 6 м, зажим трубы ручной, осуществляется предварительный отвод дорна.
Модель 4800 (диаметр труб — 6-50 мм) — передвижной дорновый гибочный станок. Длина дорновой опоры станка — 3, 4,5 и 6 м, зажим трубы ручной, осуществляется предварительный отвод дорна.
Модель 5000 (диаметр труб — 6-50 мм) — передвижной дорновый гибочный станок. Длина дорновой опоры составляет 3, 4,5 и 6 м, предусмотрены гидрозажим трубы, предварительный отвод дорна и интерактивное меню. Дополнительно предлагаются две программы расчета, а также передача данных с компьютера на станок.
Модель 6000 (диаметр труб 6-60 мм) — компактный гибочный станок для гибки с контрроликом или скользящим башмаком. Машина позволяет гнуть на месте монтажа, можно использовать с насадкой РВ20 для гибки профилей и трехроликовой насадкой RB43.
Станок модели RB60 предназначен для роликовой гибки труб диаметром от 10 до 60 мм. Это компактный передвижной гибочный станок для мобильного и стационарного использования. Он оснащен тремя ведущими валами. Дополнительно: подъемный блок для трехмерной гибки с шагом по спирали. Раздельные индикаторы обеспечивают повторяемость радиуса и шага подъема.
Кроме того, например, ЦНИИ Технологии судостроения из Санкт-Петербурга представляет:
Борис Данилов
Журнал «Оборудование: рынок, предложение, цены», № 05 май 2006 г.