- RU
- ENG
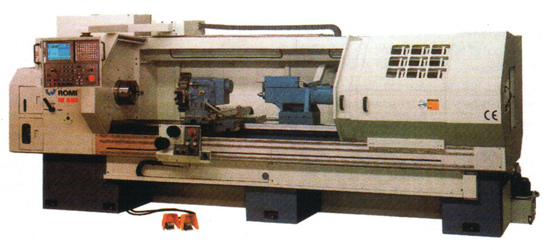
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

 Спектр предложения токарных станков на российском рынке металлообрабатывающего оборудования широчайший. От настольных до многофункциональных обрабатывающих центров как отечественных, так и зарубежных производителей. Проанализируем, какие показатели представленного оборудования ложатся в основу формирования потребительских предпочтений.
Спектр предложения токарных станков на российском рынке металлообрабатывающего оборудования широчайший. От настольных до многофункциональных обрабатывающих центров как отечественных, так и зарубежных производителей. Проанализируем, какие показатели представленного оборудования ложатся в основу формирования потребительских предпочтений.
От общего к... многофункциональному
Токарная обработка является наиболее распространенным методом резания и применяется при изготовлении деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.).
Условно токарные станки можно разделить на три больших группы: токарные станки общего назначения (как с ручным управлением, так и с ЧПУ); токарные станки-автоматы (и полуавтоматы), используемые в основном в серийном и крупносерийном производстве; многофункциональные токарные станки (токарные обрабатывающие центры).
К токарным станкам общего назначения можно отнести:
Группа одношпиндельных и многошпиндельных автоматических или полуавтоматических токарных станков (например, многошпиндельные токарные автоматы, шпиндели которых расположены в поворотном шпиндельном блоке барабанного типа) включает:
Исходя из того, что основой любого вида оборудования является универсальное, мы решили выстроить обзор токарного металлообрабатывающего оборудования в следующей последовательности: в первую очередь рассмотрим универсальные токарные станки классической компоновки, т. е. с горизонтальным расположением шпинделя (как с ручным управлением, так и с ЧПУ); затем остановимся на более прогрессивном в настоящее время виде токарного оборудования — станках с вертикальным расположением шпинделя (тоже в значительной степени универсальных); и, наконец, проанализируем предложение производителей токарных обрабатывающих центров — станков, обеспечивающих наивысшую эффективность токарной обработки.
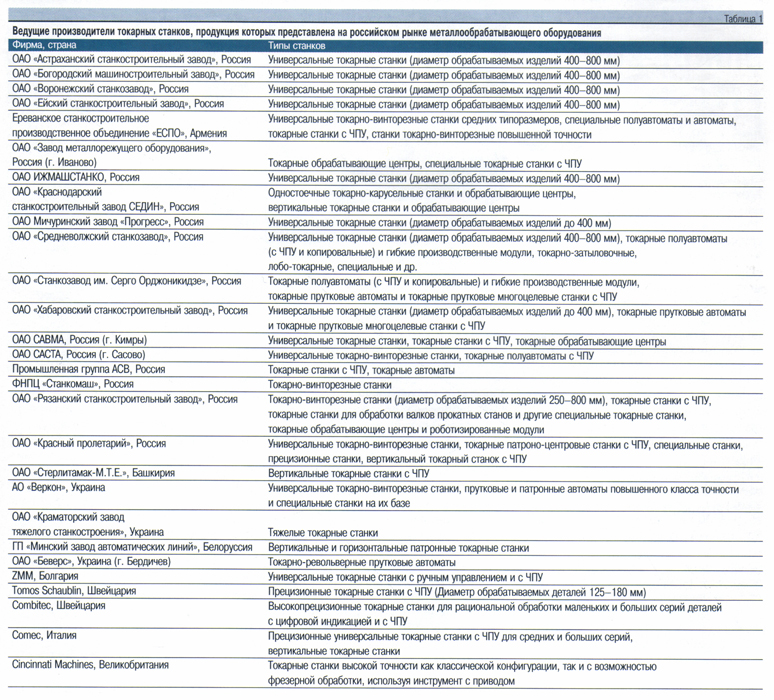
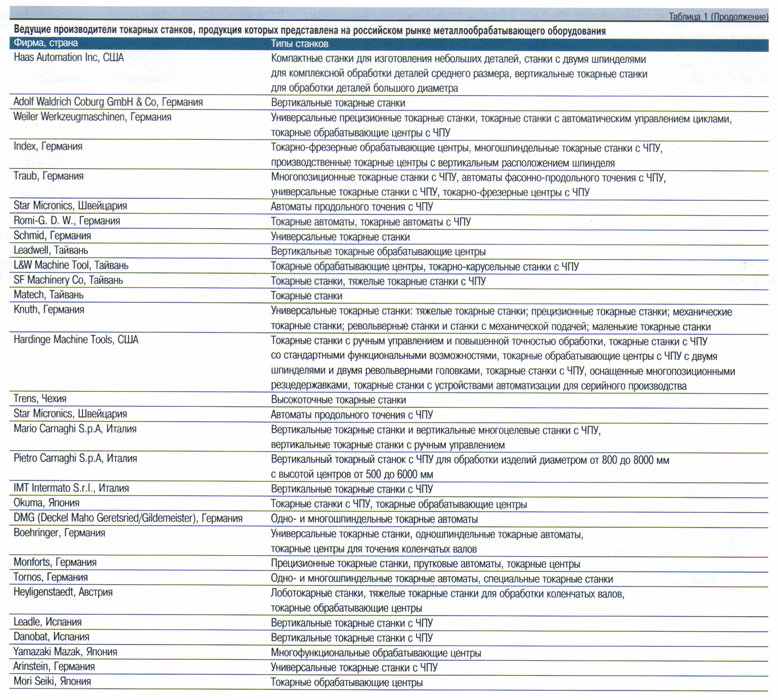
Представление о количестве производителей токарного оборудования, продукция которых представлена на нашем рынке, дает приводимый в статье перечень (таблица 1), заметим, не претендующий на абсолютную полноту.
Универсальные станки
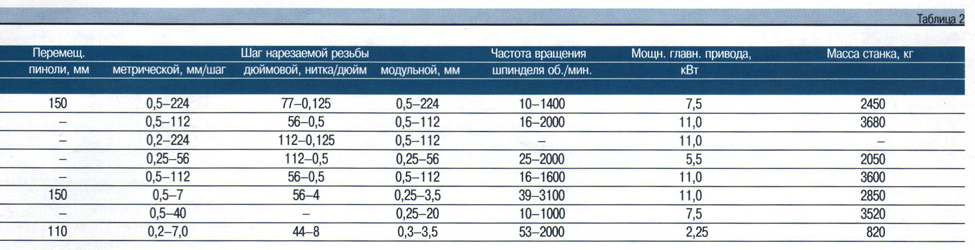
Универсальные токарные станки предназначены для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания и т. п.
При этом универсальные токарные станки можно классифицировать примерно так: механические станки с ручной подачей, станки с ЧПУ, прецизионные токарные станки, настольные токарные станки, тяжелые токарные станки, универсальные станки с вертикальным расположением шпинделя и т. д.
Поскольку универсальные станки с горизонтальным расположением шпинделя мы разделили на станки с ручным управлением и с ЧПУ, рассмотрим их порознь. В обзоре анализировались наиболее характерные модели.
Станки с ручным управлением
Отечественные. Начнем с отечественных станков хотя бы потому, что отечественных станков с ручным управлением на российском рынке значительно больше, чем импортных. Впрочем, количество в данном случае не показатель. Ибо большая часть выпускаемой нашими станкостроительными заводами продукции мало отличается от той, которая удовлетворяла потребителей лет пятнадцать тому назад (может быть, в связи с отсутствием альтернативной).
Параметры станков моделей 1В62Г и 16В20 (ОАО «Астраханский станкостроительный завод»), Б16Д25-01 (ОАО «Богородский машиностроительный завод»), МК6056 и МК6057 (ОАО «Красный пролетарий»), КА-280 и КА-163 (украинского АО «Веркон»), а также некоторых станков Воронежского, Ижевского, Витебского (Белоруссия) и ряда других наших заводов очень похожи. Все они класса точности Н, а он, как известно, самый низкий по ГОСТ 8-82. Если и есть какие-то отличия, то они не принципиальны.
Что же касается описания станков, даваемых производителями в проспектах, то там присутствуют фразы, которые, мягко говоря, требуют уточнения. Например, «шпиндель смонтирован на точных подшипниках качения». О чем речь, если класс точности станка— Н? Или: «...позволяющей обрабатывать детали большего диаметра». По сравнению с чем? И еще. «Станки имеют повышенную жесткость шпиндельного узла и станины». По сравнению с никакой? Или вот такая фраза: «...обеспечивающих производительную обработку при хорошем качестве». Что значит «хорошем»? И это при описании станка высокой точности? И такого рода примеров можно приводить много. Вряд ли подобные фразы могут повысить интерес к такому станку.
Но, конечно, нельзя сказать, что не предпринимаются попытки модернизации. В этом смысле примером может быть продукция ОАО «САСТА» (г. Сасово Рязанской обл.). Конструкция шпинделя станка СА564 позволяет устанавливать второй патрон, что дает возможность зажимать в шпинделе и обрабатывать на станке длинномерные заготовки. Станок может оснащаться устройством цифровой индикации. Класс точности станка по ГОСТ 8-82 — П (повышенный).
Тем не менее можно констатировать, что значительная часть представленных на российском рынке универсальных токарных станков с ручным управлением мало привлекательна. А учитывая значительно снизившийся по известным причинам спрос на станки с ручным управлением, можно с большой долей уверенности предположить, что у этой продукции перспектив мало.
Однако следует признать, что некоторые наши предприятия предлагают достаточно интересные модели. Примером такой продукции может служить новый станок модели SAMAT 400...V ОАО «Средневолжский станкозавод» (г. Самара). Для этого станка с регулируемым приводом на базе частотного инвертора фирмы Mitsubishi Electric, с наибольшим диаметром обработки 400 мм и наибольшей длиной обрабатываемого изделия 750 мм, производитель гарантирует такую точность обработки: постоянство диаметра в поперечном сечении — 5 мкм; постоянство диаметра в любом сечении на длине 200 мм — 12 мкм; прямолинейность торцовой поверхности на диаметре 200 мм — 10 мкм; точность шага резьбы на длине 300 мм — 30 мкм; шероховатость поверхности Ra — 1,25 мкм.
Новую модель прецизионного станка МК6510Ф4 представляет ОАО «Красный пролетарий». Оригинальное исполнение узлов станка позволяет достичь шероховатости Ra обрабатываемой поверхности: для цветных сплавов — 0,08 мкм; для стали — 0,25 мкм.
Промышленная группа «АСВ» представляет универсальный токарно-винторезный станок высокой точности модели 250ИТВМ.01. Значение осевого биения шпинделя равно 2 мкм.
 Зарубежные. Зарубежные универсальные станки с ручным управлением представлены на российском рынке германскими, американскими, болгарскими, чешскими, тайваньскими компаниями.
Зарубежные. Зарубежные универсальные станки с ручным управлением представлены на российском рынке германскими, американскими, болгарскими, чешскими, тайваньскими компаниями.
Модели станков с ручным управлением фирмы Knuth (Германия): Basic 150 Super, Basic 180 Super, Basic Plus, Topturn — предназначены для обработки деталей с максимальным диаметром до 650 мм и максимальной длиной до 1000 мм. Все модели имеют двойные каленые и шлифованные призматические направляющие, станину из серого чугуна, реверсивную передачу для смены направления подачи, электромагнитный тормоз, защитную стенку от разбрызгивания, подвижный и неподвижный люнет, устройство подачи СОЖ.
Особый интерес представляет модельный ряд Topturn, имеющий такие характеристики: очень высокий диапазон чисел оборотов 39-3100 об./мин.; бесступенчатые скорости шпинделя в ступенях передачи; постоянная скорость реза; предварительный набор числа оборотов через регулятор оборотов на суппорте, датчик числа оборотов — диодный на шпиндельной бабке; трехступенчатая коробка передач включается автоматически; частотный преобразователь регулирует бесступенчатый диапазон скоростей; электронный тормоз шпинделя и ножной тормоз; шпиндель с упорами; V=const! Эта функция обеспечивает постоянную скорость движений при работе токарного резца даже при изменяющемся диаметре обрабатываемой детали, достигается качество поверхности токарной обработки, которую можно получить только при обработке на станке с ЧПУ.
Токарные станки американской компании Hardinge с ручным управлением и повышенной точностью обработки характеризуются наличием цангового патрона 5С для обработки пруткового материала диаметром до 27 мм, возможностью установки кулачкового патрона диаметром 150 мм.
Основными характеристиками токарных станков HLV-H для инструментального и TFB-H для основного производства являются: частота вращения шпинделя — 3000 об./мин.; максимальное расстояние между центрами — 457 мм; максимальный диаметр обрабатываемых деталей — 279 мм; возможность нарезания резьбы с шагом от 0,275 до 2,7 мм (для модели HLV); возможно оснащение устройством для контурной обработки; устройство цифровой индикации (в качестве опции).
Достойную продукцию представляют германские Weiler Wekzeugmaschinen и Romi, собственно, как любая другая немецкая компания.

Станки с ЧПУ
В отличие от станков с ручным управлением универсальных станков с ЧПУ зарубежного производства на российском рынке значительно больше, чем отечественных. И хотя в большинстве своем руководители (хозяева?) наших предприятий понимают необходимость смены приоритетов, тем не менее ситуация в этом смысле не улучшается. Не могут пока наши токарные станки с ЧПУ конкурировать с зарубежными аналогами. И дело здесь, естественно, не только в самих системах ЧПУ, которые дефицитом не являются. Существует еще ряд проблем — оптимизация конструкции самого станка, направляющих, шпиндельных узлов, револьверных головок, наконец, приводов.
Даже простой перечень стандартного и дополнительного оснащения, предлагаемого производителем среднестатистического германского или американского (а также швейцарского, японского и даже тайваньского) универсального токарного станка, дает представление о том, какие проблемы приходится решать его создателям (произвольно и, естественно, не по степени важности): шпиндель с внутренней подачей СОЖ, инструментальная револьверная головка с приводным инструментом, гидростанция, автоматическая система смазки, противошпиндель, задняя бабка с гидроприводом, устройство для загрузки пруткового материала, система охлаждения СОЖ и многое другое. А если к этому добавить разработки в области создания специальных материалов для изготовления станин, позволяющих обеспечить высокие эксплуатационные качества станка, высокоскоростных высокоточных шпинделей и т. д., то становится понятным, каким образом достигаются высокие производительность, точность и надежность станков ведущих мировых производителей. Конечно, сказанное относится не только к универсальным токарным станкам, но и к ним тоже.
Поскольку подробно рассказать об оснащении продаваемых в России станков всех фирм нет возможности, в качестве примера рассмотрим технический уровень универсальных токарных станков Romi-G.D.W. (Германия).
К вопросу о техническом уровне
Токарные станки фирмы ROMI подходят как для мелкосерийного, так и для массового производства. Высокое качество обработки на этих станках обеспечивается продуманной конструкцией оборудования и применением целого ряда удачных технических решений. Остановимся на некоторых из них.
Цельнолитая виброгасящая конструкция станины из чугуна в сочетании с прецизионными направляющими классической конструкции обеспечивают высокую точность обработки, а направляющие, расположенные под углом 350°, позволяют получать высокое качество обработки и в условиях применения тяжелых режимов резания, и при обработке крупногабаритных деталей.
Интересна конструкция шпинделя. Он установлен на высокоточные шариковые радиальноупорные подшипники, которые дополнены двухрядными роликовыми подшипниками, имеющими смазку на весь срок их службы. При использовании такой конструкции отпадает необходимость в дополнительных системах смазки и охлаждения и обеспечивается долгий срок надежной работы при низких расходах на эксплуатацию и обслуживание. Прочный корпус шпинделя имеет специальную тепловую изоляцию от передней бабки для обеспечения стабильности точности обработки.
Широкие функциональные возможности станков обеспечиваются благодаря использованию многопозиционных инструментальных револьверных головок, в том числе с приводным инструментом, позволяющих выполнять не только стандартные токарные операции, но и сложные операции фрезерования, сверления и резьбонарезания. Привод осуществляется только для инструмента, находящегося в рабочей позиции. Быстрый поворот револьверной головки осуществляется сервоприводом в обоих направлениях. Револьверная головка оснащена гидравлическим зажимом/разжимом, системой подачи СОЖ через инструмент.
Широкие эксплуатационные возможности достигаются благодаря использованию ряда опций, вспомогательных устройств и оборудования, среди которых: устройства для автоматической подачи пруткового материала, поворотные конвейеры, портальные загрузчики и др.
Все станки Romi управляются системой ЧПУ GE Fanuc, поставляемой с современным программным обеспечением (ПО) Machine Guidance. Его высокая производительность позволяет управлять одновременной работой двух шпинделей и четырех дополнительных независимых осей.
В стандартную комплектацию всех станков Romi также входят: гидравлическая станция; автоматическая система смазки; система подачи СОЖ; система охлаждения (в полной комплектации); полностью закрытая рабочая зона с автоматически блокируемой дверью; съемный контейнер для стружки; герметичный осветитель рабочего места; автотрансформатор питающего напряжения и др.
Под любую задачу, с любыми наворотами
 Так что же еще предлагается российским машиностроителям? Предложений действительно много.
Так что же еще предлагается российским машиностроителям? Предложений действительно много.
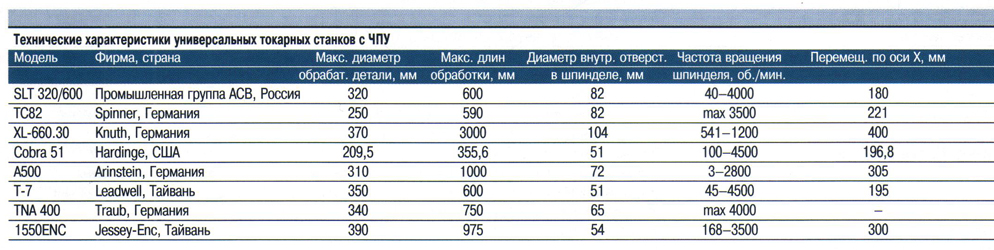
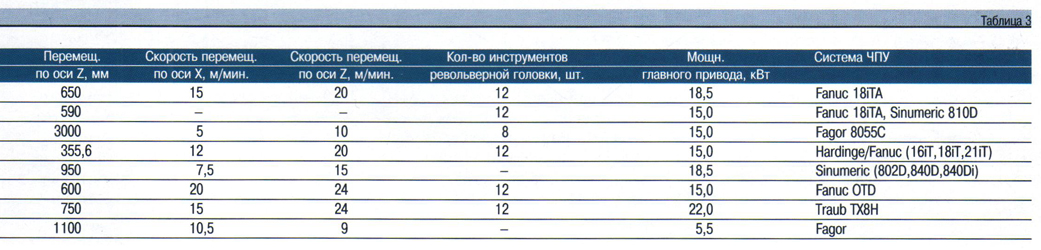
Американская компания Hardinge представляет универсальные токарные станки с ЧПУ серии Cobra (модели 42, 51, 65), предназначенные для высококачественной токарной обработки деталей с максимальным диаметром до 270 мм и максимальной длиной до 790 мм. Общие технические характеристики станков серии Cobra: запатентованный шпиндель, оснащенный цанговым патроном; вертикальная реверсивная револьверная головка на 12 инструментов; система ЧПУ Hardinge/GE Fanuc 21i-T. Мощность привода главного движения от 7,5 до 22 кВт; частота вращения шпинделя — 4500-5000 об./мин.
Шероховатость обработанной поверхности Ra — в пределах 0,3 мкм, отклонение от круглости — 1,0 мкм.
Станки с ЧПУ модельного ряда Proton XL германской фирмы Knuth — станки с большим диаметром (до 770 мм) и большим межцентровым расстоянием (до 3000 мм). Станки оснащены системой ЧПУ фирмы Fagor 8055 ТС. Продольные и поперечные движения обеспечиваются шарико-винтовыми передачами с использованием высокоточных подшипников, гарантирующих заявленную точность позиционирования станка в 5 мкм.
 Германская компания Spinner представляет конструктивные серии станков с ЧПУ SB, PD, UP, ТС с максимальной скоростью вращения шпинделя до 8000 об./мин. Серии SB, PD и UP включают в себя станки с ЧПУ самого высокого класса точности для изготовления прецизионных деталей, к которым предъявляются особые требования как по точности размера и соответствия геометрии, так и по качеству поверхности.
Германская компания Spinner представляет конструктивные серии станков с ЧПУ SB, PD, UP, ТС с максимальной скоростью вращения шпинделя до 8000 об./мин. Серии SB, PD и UP включают в себя станки с ЧПУ самого высокого класса точности для изготовления прецизионных деталей, к которым предъявляются особые требования как по точности размера и соответствия геометрии, так и по качеству поверхности.
Особыми отличительными признаками являются: стеклянные линейки; чувствительная зажимная техника; точность позиционирования 0,4 мкм; отклонение от круглости 0,3 мкм; модульный принцип; малые габаритные размеры.
Конструктивная серия ТС включает в себя универсальные компактные токарные станки с ЧПУ высокой точности для небольших и средних партий изделий, как при прутковой обработке, так и при зажиме патроном. Различные модификации — от токарного станка с двумя осями до обрабатывающего комплекса с С-осью и приводным инструментом — можно приспособить для выполнения любой задачи.
Германская фирма Traub представляет универсальные станки с ЧПУ серии TNA (300, 400, 500, 600) с наибольшей длиной обработки до 1000 мм, частотой вращения шпинделя до 4000 об./мин. Станки оснащены системой ЧПУ Traub Тх8Н.
Фирма Cincinnati Machines (США) в настоящее время производит токарные станки с ЧПУ серии Hawk высокой точности, как классической конфигурации (обработка по осям X и Z), так и с возможностью фрезерной обработки (оси С и У), используя инструмент с приводом. Универсальность станков и их адаптация к требованиям потребителя обеспечивается возможностью выбора различных систем ЧПУ ведущих фирм-производителей: Acramatic 2100Е фирмы Siemens, Heidenhain 410М/426М и GEFanuc 18i-MA/21i-TA, которые имеют отрытую архитектуру и полностью совместимы с предыдущими версиями.
Тайваньские компании L&W Machine Tools, Leadwell, Jessey поставляют универсальные токарные станки с ЧПУ для обработки деталей с максимальным диаметром до 560 мм и максимальной длиной до 3000 мм с системами ЧПУ GEFanuc OTD, GEFanuc 18, Fagor AC.
Германская фирма Weiler Werkzeugmaschinen производит универсальные прецизионные станки (более 10 моделей) для обработки деталей с максимальным радиусом до 535 мм и максимальной длиной до 2000 мм.
Короче говоря, можно найти станок под любую задачу, практически с любыми наворотами.
Могут, когда захотят
Наши производители, конечно, тоже не в стороне от технического прогресса. И хотя оснований похвалиться поменьше , тем не менее приведем несколько примеров.
ОАО «РСЗ» (Рязань) выпускает ряд токарных станков с оперативной системой управления моделей 1М63РФЗ, 16К40РФЗ, 1Н65РФЗ, РТ117РФЗ, отличающихся друг от друга размерами обрабатываемой детали. Диаметр заготовки — от 670 до 1200 мм, длина — от 750 до 12000 мм. Станки оснащены регулируемыми приводами и УЧПУ. На лицевой стороне фартука предусмотрены два электронных маховичка, которыми устанавливаются продольное и поперечное перемещения.
Существует три основных режима работы станков: ручной, использующий ЧПУ как цифровое считывание; обучающий, по программе от ручных движений; полное использование в ЧПУ G-кодов и ISO-программирование непосредственно в блок ЧПУ. Примененное на станках УЧПУ сочетает последние достижения в вычислительной технике и мощное программное обеспечение и обеспечивает большие возможности управления, во всех трех режимах работы.
Токарный станок ИРТ80ВФЗ Ивановского завода металлорежущего оборудования с контурно-позиционной системой ЧПУ предназначен для комплексной получистовой и чистовой обработки точных деталей типа тел вращения из черных и цветных металлов и сплавов в условиях среднесерийного производства.
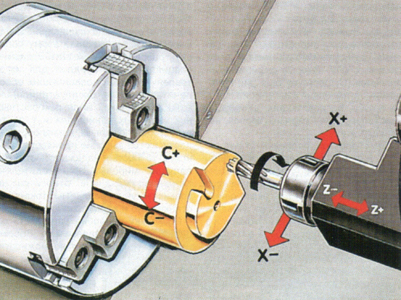
На станке производится точение и растачивание цилиндрических, конических и криволинейных поверхностей, нарезание резьбы резцами, сверление и растачивание центральных отверстий неподвижным инструментом. Компоновка станка, предусматривающая продольно подвижную (по оси Z) шпиндельную бабку и поперечно подвижный (по оси X) суппорт, обеспечивает высокую жесткость и виброустойчивость конструкции. Шпиндель смонтирован в прецизионных радиально-упорных подшипниках в отдельном жестком корпусе. Система ЧПУ фирмы Siemens.
Украинское АО «Веркон» с 2000 года производит токарные одношпиндельные станки с ЧПУ модели КА-280Ф с межцентровым расстоянием 1500 мм и наибольшим диаметром обработки 400 и 500 мм.
В развитие концепции токарной многошпиндельной обработки разработан и запущен в серийное производство двухшпиндельный станок с ЧПУ, оснащенный крестовым суппортом, обеспечивающий обработку деталей с двух сторон и позволяющий исключить непроизводительные потери времени за счет разгрузки-выгрузки заготовок параллельно обработке. Станки комплектуются системами ЧПУ Siemens Sinumerik 802D. По требованию заказчика возможна инсталляция других систем ЧПУ.
Цена — уже не главное
В 2001 году по сравнению с 2000-м импорт станков в количественном исчислении вырос с 17 тысяч до почти 50 тысяч, а в стоимостном исчислении с 66 млн долларов до 125 млн. В 2002 году эта тенденция сохранилась. Это при том, что в прошлом году снижение выпуска металлорежущих станков в России отмечалось на уровне, превышающем 20 процентов. Таким образом, внутренний спрос на металлорежущие станки отечественных производителей ограниченный.
Не затрагивая глобальных проблем машиностроительного комплекса, остановимся на некоторых, чисто технических причинах такого положения, применительно, конечно, к универсальным токарным станкам. Проведенный анализ позволяет сделать вывод, что технический уровень большинства отечественных станков, на этот раз универсальных токарных, отстает от уровня, на который вышли ведущие мировые станкостроительные компании.
Во-первых, большинство отечественных станков имеет ручное управление, в то время как большинство импортных — с ЧПУ. О проблемах подготовки кадров для работы на станках с ручным управлением разговор уже был. Как ни парадоксально, подготовить оператора станка с ЧПУ быстрее и проще, чем токаря-профессионала.
Во-вторых, по точности и надежности наши станки уступают своим зарубежным аналогам. У станка модели Samat 400S Средневолжского станкозавода максимальное отклонение от круглости — 12 мкм, шероховатость Ra не более 1,25 мкм. У станка 1В62Г Астраханского завода шероховатость Ra не более 2 мкм. Для сравнения, у станка модели Quest 51 американской компании Hardinge максимальное отклонение от круглости — 0,5 мкм, шероховатость Ra не более 0,2 мкм.
Остается одно — цена. Да, отечественные станки дешевле. Но, перефразируя одну известную поговорку, «настолько ли богаты отечественные машиностроительные предприятия, чтобы покупать дешевое оборудование»?
И тем не менее есть и у российских станкостроителей основания для оптимизма. И в основном это касается производства таких современных производительных машин, как многофункциональные обрабатывающие центры и, в частности, токарные обрабатывающие центры. Конечно до Yamazaki Mazak пока далековато, и все же.
Сергей Заякин
Журнал «Оборудование: рынок, предложение, цены», № 01 январь 2003 г.