- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

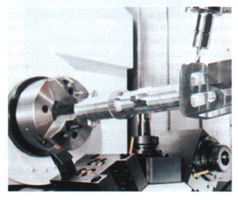 Совместное использование вращающегося инструмента и вращающего механизма создает такой способ обработки, который не подпадает под стандартные определения точения и фрезерования. «Токарное фрезерование» - неоднозначный термин. Токарные установки, совместимые с вращающимися инструментами, иногда называют токарно-фрезерными машинами. Но в то же время в металлообработке существует такая специфическая операция, которую можно выполнить на таких машинах и которая определенно заслуживает названия «токарное фрезерование». В процессе такой обработки осуществляется резание с помощью вращающегося режущего инструмента, при этом сама заготовка тоже вращается.
Совместное использование вращающегося инструмента и вращающего механизма создает такой способ обработки, который не подпадает под стандартные определения точения и фрезерования. «Токарное фрезерование» - неоднозначный термин. Токарные установки, совместимые с вращающимися инструментами, иногда называют токарно-фрезерными машинами. Но в то же время в металлообработке существует такая специфическая операция, которую можно выполнить на таких машинах и которая определенно заслуживает названия «токарное фрезерование». В процессе такой обработки осуществляется резание с помощью вращающегося режущего инструмента, при этом сама заготовка тоже вращается.
Причины применения
Существует множество причин, по которым разумно использовать такую технику в цеху. Контроль стружки и выполнение прерванного резания — одни из них. Так, один из поставщиков режущего инструмента Sandvik Coromant заметил, что распространение токарного фрезерования происходит довольно быстро, и тогда компания начала производство режущего инструмента, предназначенного непосредственно для этой операции. По словам специалиста по продукции компании Sandvik Джима Граймса, который предоставил информацию для данной статьи, «с ростом количества сложных многозадачных токарных станков токарное фрезерование не должно восприниматься как некий необычный способ резания. Тем, кто сегодня использует токарно-фрезерные станки, стоит задуматься о применении этого стиля резания чаще, в тех случаях, когда не справиться с помощью стандартного точения».
В каких случаях используется токарное фрезерование
Вот некоторые специфические случаи, в которых можно применять токарное фрезерование.
Необходимо срезать большое количество металла. Если необходимо удалить большое количество материала с вращающейся части, токарное фрезерование может справиться с этой задачей более эффективно.
Прерванное резание. Токарный инструмент не слишком хорош в случае прерванного резания, режущий инструмент лучше справляется с поставленной задачей. Фрезерование по определению является резанием с прерыванием. Имеет смысл переключиться с точения на токарное фрезерование, когда речь идет о заготовках, которые необходимо обработать с помощью прерванного резания.
Выход стружки. «Птичье гнездо», которое образуется из стружки при работе с некоторыми материалами, не будет образовываться в случае применения токарного фрезерования. Одно из последствий фрезерования с прерванным резанием заключается в том, что стружка также измельчается и перемалывается.
Гибкие валы.Когда обрабатываемая деталь длинная, тонкая и не расчаленная посередине, избежать ее искривления можно с помощью токарного фрезерования. По сравнению с точением, фрезерование позволяет удалять материал с меньшим давлением инструмента на заготовку.
Жизнь инструмента. В работе со сложными для обработки металлами единственная вращающаяся вставка может быть неспособна продлить жизнь инструмента до конца резания. С помощью фрезы можно резать дольше, поскольку у нее есть многочисленные вставки, предназначенные для распределения давления. Чтобы полностью выполнить работу, имеет смысл использовать именно фрезы, так как они могут устранить риски, связанные с поломкой инструмента посредине процесса обработки.
Эксцентрический диаметр или необычные формы. Радиальное (по оси X) движение фрезы может быть скоординировано с вращением заготовки затем, чтобы обрабатывать профили, отличные от идеальных кругов. Компания Sandvik сама использует эту технику для грубой обработки своих суженных и трехдольчатых державок «Capto». Тот же самый принцип — фреза движется туда и обратно, в то время как заготовка вращается — может применяться для создания неотцентрованных частей без изменения настроек и установок. Пример — неотцентрованный шип на коленчатом вале.
Техника токарного фрезерования
На самом деле для токарного фрезерования не предъявляется каких-либо особенных требований к станку, минимальное требование заключается в возможности движения по оси Y.
Вращение заготовки обеспечивает движение по оси С, что позволяет добиться желаемой нормы подачи для фрезы. Другими словами, вместо количества оборотов в минуту скорость вращения определяется конкретным числом прерываний в минуту (это означает, что скорость вращения заготовки при токарном фрезеровании значительно ниже, нежели при обычном точении).
Движение по оси Y необходимо, поскольку большую часть времени резание происходит децентрованно. Невозможно точно обработать деталь, если она отцентрована: когда центральная линия инструмента пересекается с осью вращения изделия, происходит обработка только лицевой стороной режущего инструмента, а не острием. Для того чтобы резание острием осуществлялось правильно, сдвиг центральной линии инструмента от оси вращения должен составлять 1/4 от диаметра режущего инструмента.
Проблемы с таким способом резания возникают, когда инструмент доходит до буртика или желобка. Инструмент со смещенным центром не предусмотрен для обработки скругленных углов.
Для того чтобы добиться острого угла, мастер должен совершить второй подход. Когда смешение устранено, инструмент движется назад к центральной позиции по оси Y. Во время второго подхода не происходит удаления материала, за исключением того, который необходимо убрать для формирования угла.
Фактической проблемой токарного фрезерования остаются ошибки в формах. Резание вдоль окружности круглых форм неминуемо ведет к образованию шероховатостей на поверхности. Эту ошибку невозможно полностью устранить, ее можно только контролировать благодаря применению шомпольных вставок. Шомпольная вставка — это вставка, расположенная за режущим острием, она немного глубже входит в материал, позволяя сгладить поверхность среза.
Г. Граймс говорит, что в его компании одним из направлений разработок, на которых сосредоточены больше всего, является создание инструментов с шомпольными вставками. Шомполы создают возможность контролировать ошибки, связанные с шероховатостями, поскольку связанные с конкретным шомполом формулы позволяют адаптировать параметры токарного фрезерования к допустимому уровню ошибки.
Сила и отклонение
Одним из шомпольных инструментов является твердосплавная концевая фреза, шомпольный эффект которой заключается в том, что два из четырех желобков глубже проникают в изделие. Второе преимущество такого инструмента — в том, что режущая сила перераспределена оптимальным образом. При токарном фрезеровании, когда рабочая часть вращается вверх к инструменту, часть режущей силы приходится на ось инструмента. Наличие всего двух желобков наверху уменьшает это осевое давление, и большая часть режущей силы приходится на радиальное направление инструмента.
Тот факт, что эти изменения благотворны, говорит о том, насколько токарное фрезерование и обычное фрезерование отличаются друг от друга. В более стандартном применении резания направление силы к оси инструмента может быть полезным. Но в токарном фрезеровании, где работа может быть дольше и тоньше обычного, именно приложение силы к оси инструмента может вести к высокому риску. Разумное распределение силы в этом случае требует создания совсем другого инструмента.
Питер Зелинский
Журнал «ТехСовет» №6, июнь, 2010 г.