- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:


Ленточнопильное оборудование для резки металлов и сплавов.
В последнее время лидирующее место в мире среди отрезного оборудования по праву принадлежит ленточнопильным станкам. С их помощью разрезают около 85% заготовок, получаемых на заготовительных производствах развитых стран. В доле продаж европейских производителей почти 90% от общего объема отрезных станков занимают именно ленточнопильные.
Технология ленточной резки
Общий принцип резания в ленточнопильной технологии достаточно прост. Пила, сваренная в кольцо, вращается на двух шкивах и опускается под действием веса рамы. Рама подпирается штоком поршня гидроцилиндра. Скорость опускания, определяющая производительность, регулируется дросселем. Скорость движения пилы может плавно изменяться в пределах 15-150 м/мин. либо при помощи ременного вариатора, либо электронным управлением главного привода. Некоторые модификации станков имеют несколько фиксированных скоростей. Станки выпускаются с ручной, полуавтоматической и автоматической подачей заготовки. Оборудование легко настраивается и быстро переналаживается.
Ленточнопильное оборудование позволяет осуществить самые разнообразные виды резания — контурное пиление, отрезка под различными углами, резка заготовок, собранных в пакеты. В настоящее время выпускается оборудование, позволяющее разрезать заготовки с площадью поперечного сечения до одного квадратного метра. Для ленточнопильных станков практически нет ограничения по форме профильного проката. Они пилят как сплошной прокат, так и тонкостенный коробчатый.
И ее преимущества
По сравнению с другими видами ленточнопильная технология имеет существенные преимущества:
Производительность процесса (в данном случае пиления) имеет важное значение при массовом и серийном производстве. Однако и при единичном изготовлении она может играть заметную роль в экономии ресурсов. Например, круг диаметром 390 мм из стали 5XHT разрезался на круглопильном станке более 6 часов, а на ленточнопильном — всего 45 минут.
Абразивные отрезные станки сохраняют преимущество для обработки очень ограниченного диапазона диаметров. Так, если машинное время реза заготовки диаметром 25 мм на абразивных станках составляет около 5 секунд, то на ленточнопильном — около 8. Но резать заготовки диаметром более 150 мм на абразивных станках просто нецелесообразно.
В тех случаях, когда необходимо получить большое количество заготовок малых диаметров, на ряде предприятий практикуется рубка заготовок на прессах. Однако известны случаи, когда для этой цели использовались ленточнопильные станки — пакет из 50-60 заготовок разрезался за одну минуту. Это соизмеримо с рубкой, однако дает значительно больший экономический эффект из-за уменьшения припусков на обработку и снижения энергетических затрат.
Одним из главных показателей экономичности пиления является ширина пропила. Ширина пропила у круглопильных станков составляет 7-14 мм, у абразивных — 4-5 мм. При этом имеют место значительные отклонения от перпендикулярности реза — до 2-3 мм на длине 100 мм. Кроме того, при разрезании абразивными кругами могут происходить изменения в структуре материала, что приводит к необходимости назначать дополнительные припуски на последующую механическую обработку.
Для ленточных пил ширина реза составляет 2-3 мм, при том что отклонения от перпендикулярности находятся в пределах 0,1-1,5 мм на протяжении почти всего срока службы пилы.
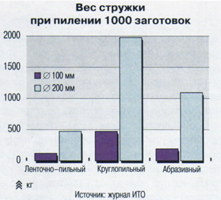
Существенное уменьшение ширины пропила, а также припусков на дальнейшую обработку позволяют экономить металл. Так, разница в ширине пропила и точность ленточнопильной резки 1000 заготовок диаметром 100 мм позволяют экономить до 370 кг металла, а при резке такого же количества заготовок диаметром 200 мм — до 1500 кг. Масса стружки, образующейся при различных способах отрезания, показана на рисунке.


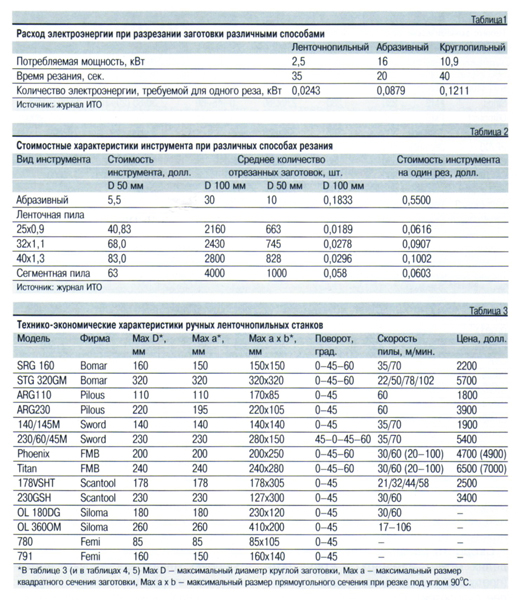
Ленточнопильные станки потребляют мало электроэнергии, что объясняется небольшими усилиями резания вследствие малых поверхностей резания. Соотношение расхода электроэнергии при разрезании одной заготовки диаметром 50 мм из стали 40Х различными способами иллюстрирует таблица 1.
Преимущества ленточнопильного резания подтверждаются данными об удельной стоимости инструмента в стоимости одного реза (таблица 2).
Таким образом, технология ленточного пиления обладает рядом безусловных преимуществ перед другими видами резания, обеспечивает современное качественное разрезание и является наиболее перспективной для российских предприятий.
Станки и их возможности
Как уже было сказано, принцип работы ленточнопильных станков достаточно прост, т. е. схемы работы станков различных моделей, начиная от самых маленьких до самых больших, друг от друга принципиально не отличаются. Однако по техническим решениям существует ряд различий, на которых есть смысл остановиться.
По исполнению ленточнопильные станки могут быть ручными, полуавтоматическими и автоматическими.
Ручные станки — в основном небольшие, с максимальным размером сечения обрабатываемых деталей до 250-300 мм. И управление, и подача заготовок в этих станках осуществляются вручную.
В полуавтоматических станках предусмотрено гидравлическое управление подачей и подъемом откидной рамы с ленточной пилой. Подача заготовок в основном осуществляется вручную.
Автоматические станки обеспечивают автоматическую плавную подачу заготовок, бесступенчатую регулировку скорости резания, бесступенчатую регулировку скорости подачи ленточной пилы и имеют систему контроля нажима пилы на материал.
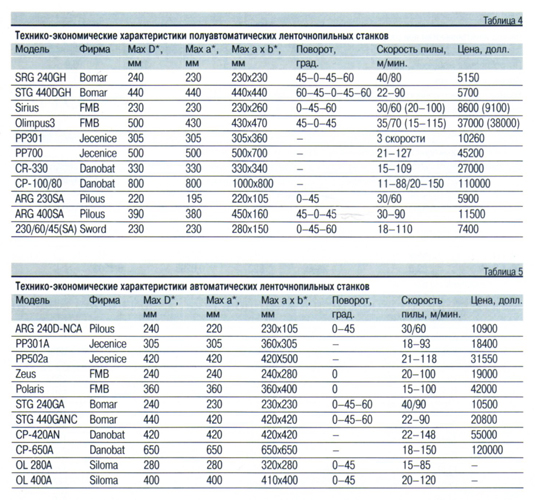
Скорость резания в различных моделях может изменяться ступенчато (предусматриваются одна, две или более скоростей) или плавно с помощью фрикционного вариатора. В таблицах 3, 4, 5 обозначение вида 20/30/40 указывает на значения скоростей каждой из ступеней, а обозначение вида 10-100 указывает на возможность плавного изменения скорости в указанных пределах.
Ленточнопильные станки могут быть одностоечными и двухстоечными. Двухстоечные обладают большей жесткостью и предназначены для резки антикоррозийных и жаропрочных сталей, поковок и проката различных сталей без предварительной нормализации поверхности.
Особую группу составляют вертикальные ленточнопильные станки. Они предназначены для продольной и поперечной резки плоских плит большой толщины. Точность позиционирования на автоматических вертикальных станках такова, что позволяет отрезать от плиты прямоугольную заготовку, не оставив следов выхода инструмента на перпендикулярную поверхность (т. е. допуск на выход инструмента меньше толщины перпендикулярного пропила).
Для большинства моделей предусмотрена возможность резки под углом. В основном от 0 до 45 градусов. В некоторых моделях рама с ленточной пилой может поворачиваться и до 60 градусов, причем как в одну, так и в другую стороны.
И, наконец, большинство представляемых моделей обеспечивают возможность резки заготовок пачками.
Производители
 Необходимо сразу сказать, что в России ленточнопильное оборудование не производится. Причины такого положения мы исследовали в предыдущем номере журнала (см. «Оборудование», № 2, 2002 г.).
Необходимо сразу сказать, что в России ленточнопильное оборудование не производится. Причины такого положения мы исследовали в предыдущем номере журнала (см. «Оборудование», № 2, 2002 г.).
В то же время на отечественном рынке представлена продукции более десятка европейских производителей. Наиболее широко — чешских фирм. Среди них более 20 моделей ручных, полуавтоматических и автоматических станков с максимальным диаметром пиления до 400 мм фирмы Pilous. 11 моделей одно- и двухстоечных станков с максимальным диаметром пиления поставляет фирма ТМ Jecenice-servis. По специальному заказу ею могут быть изготовлены станки с максимальным диаметром пиления до 1 метра. Около двух десятков моделей предлагает еще одна чешская фирма — Bomar.
Ручные отрезные станки для резки труб, профиля, тонкостенных коробчатых конструкций поставляет итальянская фирма Femi. Дополнительный стол делает станок удобным лобзиком для резки по металлу. Модель 780 удобна для переноски, быстрого подключения и резки непосредственно на месте проведения работ.
Семейство станков испанской фирмы Danobat насчитывает более сорока различных моделей. Это и станки с традиционным подающим рольгангом, и с подвижным подающим столом, и самые большие портальные станки. Диапазон максимальных диаметров заготовок, который можно отрезать на этих станках — от 260 мм до 2000 мм. Станки фирмы Danobat рассчитаны на работу двумя видами пил — биметаллическими и твердосплавными.
Итальянская фирма FMB srl предлагает более двух десятков моделей с максимальным диаметром пиления до 1,2 м.
Кроме перечисленных выше на российском рынке также присутствует продукция таких фирм, как Siloma (Болгария), Scantol (Дания), Sword (Швеция), Yzai Makina (Турция)…
Таким образом, выбор достаточно велик и по техническому решению, и по номенклатуре. В таблицах 3, 4, 5 представлены некоторые модели станков, дающие представление об их возможностях и стоимости.
Пилы твердосплавные: новое решение
Современные биметаллические ленточные пилы способны резать также и высоколегированные стали и сплавы. Но при этом в несколько раз снижается стойкость и долговечность пилы, и, что самое главное, приходится жертвовать производительностью. Металлообрабатывающую промышленность, особенно в тех отраслях, где необходимо обрабатывать нержавеющие, жаростойкие и жаропрочные стали, титановые сплавы, мало устраивает скорость обработки, которую могут предложить биметаллические пилы. Свое решение этой проблемы предложил немецкий производитель твердосплавных пил Handschun & Scheider (H&S), выпустив новую продукцию Multi Chip 7.
Твердосплавные пилы сами по себе не новы, они производились с середины 1980-х годов, но существовал ряд, казалось, непреодолимых проблем при их использовании. Список этих проблем возглавлял относительно короткий срок службы, обусловленный чувствительностью зубьев пилы к удару и высоким уровнем вибрации во время резания. К тому же при помощи твердосплавного режущего инструмента невозможно было экономично резать нержавеющие аустенитные стали. Проникновение в сплав частиц никеля из-за высоких температур, создаваемых в процессе резания, приводило к изменениям в микроструктуре зубьев пилы и значительному уменьшению срока ее службы.
Специалисты фирмы (H&S) решают эти проблемы при помощи совершенно нового подхода к геометрии зуба. Каждый зуб на пиле шлифуется отдельно, перед тем как стать частью группы из четырех зубьев, в которой каждый отдельный зуб имеет разную высоту, форму и геометрию резания. Отдельные зубья режут подряд, один за другим, почти как протяжка. Такая конструкция полностью устраняет проблемы, обычно связанные с твердосплавными пилами.
Достойным внимания является фактически бесшумный, самоцентрирующийся характер работы пилы, обусловленный точной фазовой синхронизацией боковых поверхностей каждого отдельного зуба. Это исключает общеизвестный эффект «свиста», часто встречающийся при обработке на больших скоростях нержавеющей стали другими ленточными пилами. Устранение высокочастотных вибраций позволяет избегать повреждения зубьев, значительно увеличивая срок службы пилы. При этом та же самая геометрия резания, которая делает пилу тихой и безвибрационной, также позволяет резать аустенитные стали при невозможных ранее скоростях.
Биметаллические ленточные пилы
Режущим инструментом в ленточнопильной технологии является сваренная в кольцо ленточная пила. Современные высокие технологии позволяют изготовить ленточные пилы из разных материалов, но наиболее широкое применение в металлообработке находят биметаллические ленточные пилы, получаемые при помощи электроннолучевой сварки полотна-основы с режущей кромкой из быстрорежущих сталей.
Почему именно они
Внедрение биметаллической пилы в начале 1970-х годов стало предвестником новой эры для компаний, выпускающих ленточнопильные станки и ленточные пилы. За это время совершенствовались технология изготовления пил и система контроля качества, разрабатывались форма и разводка зубьев, подбирались оптимальные материалы и параметры термообработки. Ленточнопильные станки с биметаллическими пилами стали оптимальным отрезным оборудованием для резки цветных металлов, углеродистых и легированных сталей.
Твердость зубьев у биметаллических пил из кобальтосодержащей быстрорежущей стали М42 (аналог нашей Р2М5К8) составляет 66-69 HRC, что дает возможность разрезки практически всей номенклатуры сталей с твердостью до 42 HRC, включая сплавы на основе никеля и титана. Пружинное полотно-основа обеспечивает достаточную жесткость для точного точения.
Производительность при пилении биметаллическими пилами находится в пределах 10-25 кв. см/мин., когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 кв. см/мин. при разрезании конструкционных сталей. Например, круг диаметром 200 мм из стали 12Х18Н9Т разрезается в среднем за 20 минут, а круг диаметром 100 мм из стали 45 — за 1,2 минуты.
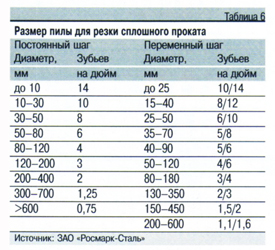
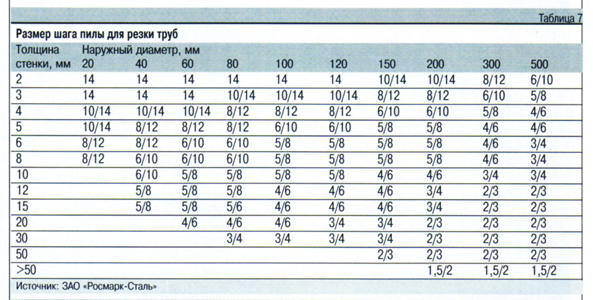
Форма зуба ленточных пил может быть нормальной (с нулевым углом резания), с положительным углом резания в 10 или 16 градусов, со специальной формой фаски (заточка MASTER) опять-таки с положительным углом резания в 10 или 16 градусов. Ленточные пилы могут быть с постоянным или переменным шагом зубьев.