- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Как правило, все производители трубогибочного оборудования занимаются этой проблемой комплексно и выпускают трубогибы от простейших ручных - до автоматических линий, способных выполнить все циклы механической обработки трубопровода, такие как гибка, сверление отверстий, приваривание фланцев, развальцовка краев трубопровода различной формы. Как правило, все станки, входящие в автоматическую линию, возможно приобрести по отдельности.
Производителей трубогибочного оборудования очень много - это и Америка, и Западная Европа, и Китай (точнее, Тайвань). В странах СНГ высокоавтоматизированное трубогибочное оборудование не производится, хотя во времена СССР на «почтовых ящиках» и выпускались трубогибы с ЧПУ, и даже КИМы к ним на базе 2С42. В каком состоянии сейчас производство этой техники - сказать сложно, а вот по более простому трубогибочному оборудованию предложения имеются, и цены, должен заметить, конкурентоспособны.
Итак, к делу - ручные трубогибы.
Останавливать ваше внимание на ручных приспособлениях для сгибания отводов особого смысла нет. Более подробно хотелось бы сказать о станках с ручным приводом, позволяющих изготавливать трубопроводы с различными гибами в разных плоскостях.
Эти станки работают по классическому принципу сгибания - продольная подача (вдоль оси) и проворачивание (вокруг оси) трубы с последующим выполнением гиба заданного радиуса на определённый угол. Гибка может осуществляться как с дорном, так и без него. Применение дорна позволяет выполнять гибы малых радиусов с сохранением сечения трубы. Труба закрепляется в кулачковом патроне или зажимной цанге со шкалой 360 градусов. Позиционирование линейного перемещения и угла проворота трубы производится визуально или же при помощи системы линейных и угловых фиксаторов. Угол гиба считывается по дисковой шкале. Некоторые производители оснащают такие станки системой цифровой индикации.
Относительно невысокая стоимость обуславливает быструю окупаемость этих станков в условиях мелкосерийного производства, однако работа на них требует определённых профессиональных навыков оператора.
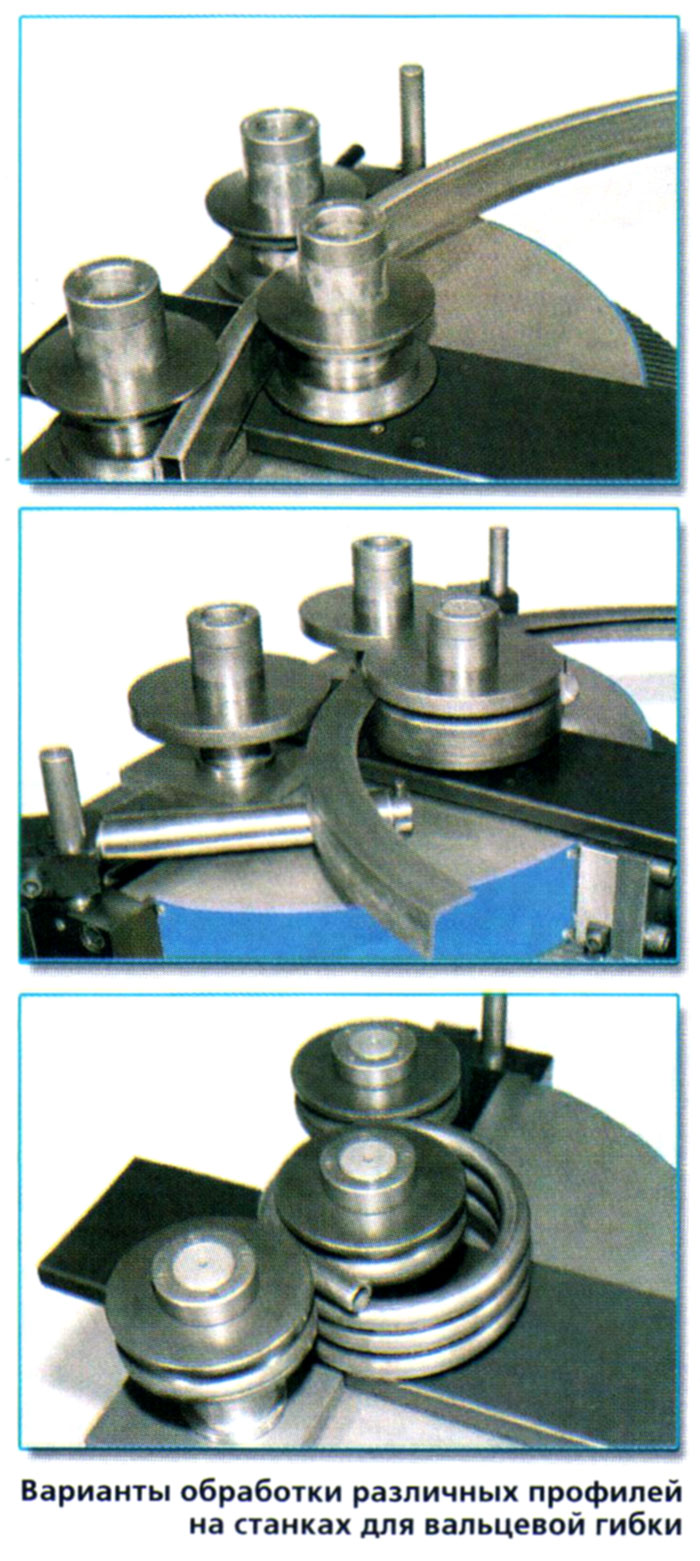
Без профессиональных навыков не обойтись и при работе на вальцевых станках для гибки профильного проката и труб.
Некоторые модели вальцевых листогибов оснащались приспособлениями для гибки профильного проката, на наружных цапфах гибочных валков устанавливались профильные ролики. Но посредством этих станков возможно изготовить только кольцо или дугу, а изготовить спираль уже невозможно, т.к. они не оснащаются устройством подъёма витка спирали.
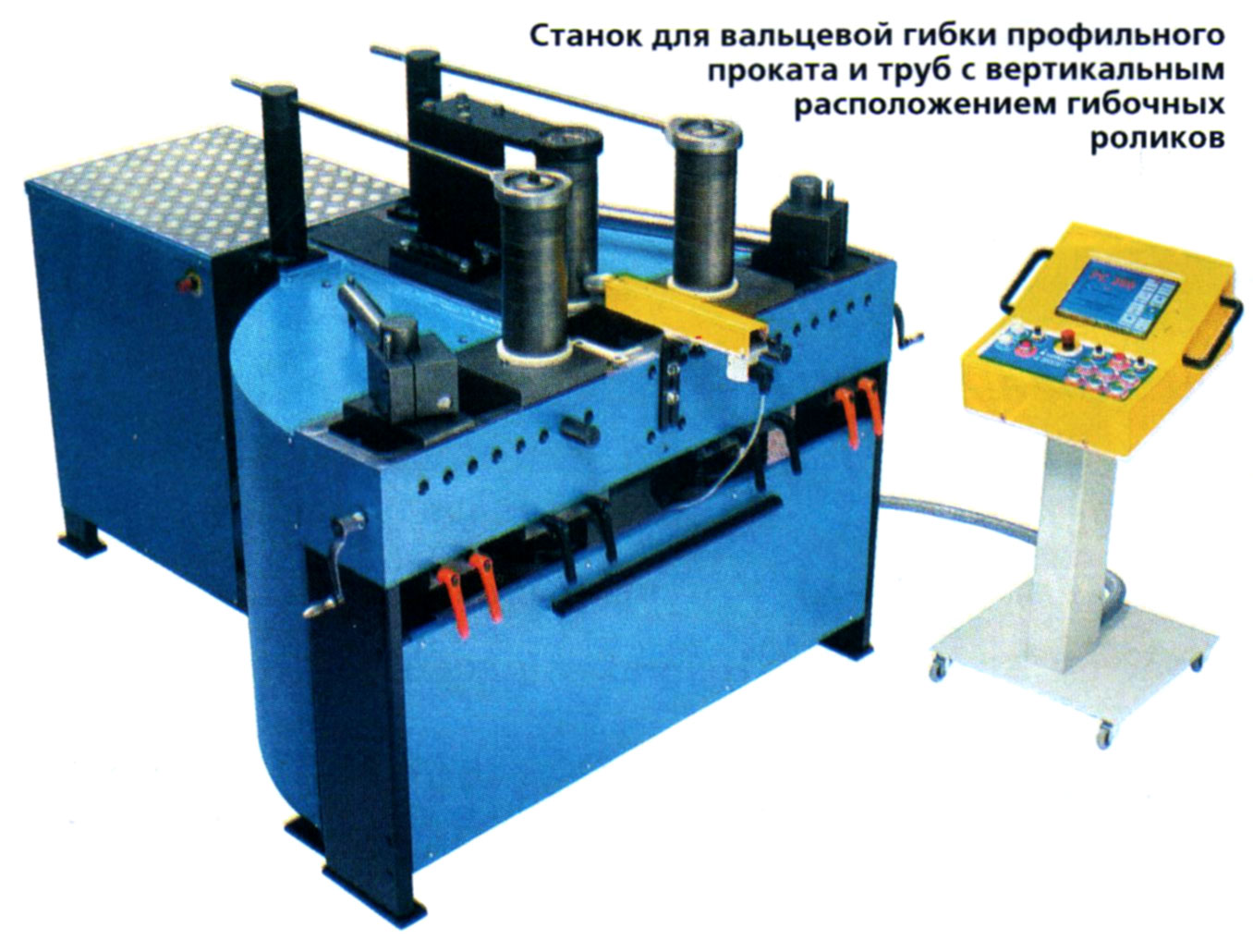
Выпускаются также специализированные станки для вальцевой гибки профильного проката и труб, с горизонтальным и вертикальным расположением гибочных роликов. Привод вращения гибочных роликов, как правило, электромеханический, а привод перемещения роликов (для изменения радиуса гиба) и привод устройства подъёма витка спирали бывают как механическими, электромеханическими, так и электрогидравлическими.
Основным недостатком этого оборудования является невозможность выполнения гибов малого радиуса и невозможность точного позиционирования гибов относительно друг друга. Однако при изготовлении трубопроводов или изделий из профильного проката в виде спирали или дуги с переменным радиусом гиба - по производительности им нет альтернативы.

 Автоматические трубогибы. Трубогибы с ЧПУ обеспечивают высокую точность при работе и небольшое время рабочего цикла, могут применяться как в массовом, так и в мелкосерийном производстве. Сложные пространственные формы труб, получаемые посредством этих машин, находят широкое применение:
Автоматические трубогибы. Трубогибы с ЧПУ обеспечивают высокую точность при работе и небольшое время рабочего цикла, могут применяться как в массовом, так и в мелкосерийном производстве. Сложные пространственные формы труб, получаемые посредством этих машин, находят широкое применение:
 В современных условиях рынка, где основным критерием конкурентоспособности продукции наряду с качеством стоит возможность выпуска мелких серий с минимальным сроком подготовки производства, применение машин такого класса просто неизбежно.
В современных условиях рынка, где основным критерием конкурентоспособности продукции наряду с качеством стоит возможность выпуска мелких серий с минимальным сроком подготовки производства, применение машин такого класса просто неизбежно.
Трубогибочные станки с ЧПУ имеют возможность управления 2-12-ю координатами и, как правило, все производители используют системы собственной разработки на базе промышленных процессоров и собственное программное обеспечение (ПО) на основе общедоступных конструкторских программ.
Дополнительно предоставляются версии ПО специально для конструкторского отдела предприятия, способного трансформировать электронную версию чертежа изделия в управляющую программу для ЧПУ трубогиба. Программы можно создавать на внешнем компьютере (в том числе в AutoCad) и переносить в память ЧПУ с помощью дискет или передавать по модемной связи, подключив ЧПУ к удалённому компьютеру на предприятии.
ЧПУ имеет графический интерфейс, работает с оператором в режиме подсказок, оператору требуется только выбрать желаемую форму заготовки, инструмент и тип материала. Все остальные параметры ЧПУ рассчитает и оптимизирует самостоятельно. Оператор постоянно видит на экране, что делает станок, при этом ЧПУ автоматически проверяет возможные критические участки трубы при гибке и указывает на них, имеется обратная связь и диагностика.
Применение компьютеризированной измерительной системы также значительно сокращает время подготовки производства. Она собирается на базе контрольно-измерительной машины портального типа или типа «рука», что встречается гораздо чаще. Посредством этой системы снимаются размеры прямо с образца трубы, что позволяет программировать ЧПУ станка для получения таких же образцов (реинжиниринг), оператор может при этом ввести необходимый допуск на размер, учесть фаски, возможные отверстия, размеры под фланцы и будущие соединения, а также контролировать готовые изделия на соответствие чертежу.
Что касается электронной части - картина нарисована полностью. Перейдем к технологическим возможностям этой группы оборудования, обусловленным конструкцией механической части.
Как уже говорилось ранее о ручных трубогибах (МТТ №6 2004г.), и трубогибы с ЧПУ также работают по классической схеме сгибания. Подача трубы осуществляется перемещением подающей каретки по направляющим станины (ось У). Проворот трубы - за счет поворота зажимного устройства, смонтированного на подающей каретке (ось В).
Сквозь цангу этого устройства вовнутрь трубы пропущен поводок дорна, и за счет этого максимальная длина трубы для гибки с дорном обуславливается величиной перемещения подающей каретки по оси У, при гибке без дорна длина трубы не лимитирована.
 Сгибание трубы производится методом наматывания (см. рис. 1). Труба зажимается зажимом и прямолинейным участком матрицы. Матрица с зажимом начинает вращение по оси С, одновременно производится подача трубы по оси У и синхронное продвижение зажимной планки в направлении подачи трубы. Дорн предотвращает нежелательную деформацию (гофр, эллипсность) в месте изгиба, а неподвижная и зажимная планки предотвращают деформацию трубы вне зоны гиба.
Сгибание трубы производится методом наматывания (см. рис. 1). Труба зажимается зажимом и прямолинейным участком матрицы. Матрица с зажимом начинает вращение по оси С, одновременно производится подача трубы по оси У и синхронное продвижение зажимной планки в направлении подачи трубы. Дорн предотвращает нежелательную деформацию (гофр, эллипсность) в месте изгиба, а неподвижная и зажимная планки предотвращают деформацию трубы вне зоны гиба.
Угол гиба определяется углом поворота матрицы плюс перегиб на упругую деформацию (рассчитывается и контролируется ЧПУ). Радиус гиба определяется размерами матрицы.
 Исходя из этого, такие параметры трубогиба, как минимальный и максимальный радиус гиба, а также минимальная длина прямолинейного участка трубы между гибами зависят от конструкции гибочного узла и комплекта инструмента. Особо хотелось бы отметить, что один комплект инструмента позволяет сгибать трубу одного типоразмера с одним радиусом гиба.
Исходя из этого, такие параметры трубогиба, как минимальный и максимальный радиус гиба, а также минимальная длина прямолинейного участка трубы между гибами зависят от конструкции гибочного узла и комплекта инструмента. Особо хотелось бы отметить, что один комплект инструмента позволяет сгибать трубу одного типоразмера с одним радиусом гиба.
Для того чтобы на одном и том же изделии выполнить гибы различных радиусов, необходимо автоматически менять комплекты инструмента: матрица - зажим и неподвижная опора - зажимная опора. Данная смена инструмента осуществляется за счет перемещений по оси X (выход/вход трубы из/в матрицу) и по оси Z (смена гибочного инструмента).
Для выполнения гибов больших радиусов и больших переменных радиусов на одну из позиций инструмента устанавливается комплект инструмента для выполнения гибов методом обкатки. Вместо матрицы - обкатная оправка, а вместо зажима - обкатной ролик. В результате согласованных последовательных перемещений по оси С и по оси У создаётся гиб трубы большим и, возможно, даже переменным радиусом (эту функцию поддерживает программное обеспечение ЧПУ).
Для изготовления трубопроводов особо сложной пространственной конфигурации немаловажную роль играет свободное пространство вокруг гибочного узла и возможность разворота гибочного узла для выполнения гибов по и против «часовой стрелки».
На основе изложенной информации, на мой взгляд, уже можно сложить общее представление о принципе действия и возможностях трубогибочного оборудования. Эта информация поможет грамотно сформировать техническое задание на приобретение данной группы оборудования и упростить процесс согласования всех технологических нюансов с поставщиком.
УДАЧНЫХ ВАМ ПРИОБРЕТЕНИЙ!


А. П. Бурдюк
Журнал «Мир техники и технологий», 7/2004