- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

 В статье дан перечень некоторых станкостроителей, представляющих свои обрабатывающие центры на российском рынке…
В статье дан перечень некоторых станкостроителей, представляющих свои обрабатывающие центры на российском рынке…
Часть IV
Испанию на российском рынке обрабатывающих центов представляет достаточно внушительное количество компаний. Это — Kondia, Danobat, СМЕ, Zayer S.A., Ibarmia, Juaristi, Mupem.
Фирма Kondia — известный в мире производитель прецизионного оборудования для трех-, четырех- и пятикоординатной фрезерной обработки. Ее станки успешно работают на промышленных предприятиях многих стран, в том числе Португалии, Голландии, Франции, Германии и других.
Компания Ibarmia основана в середине сороковых годов в Испании. Специализируется на поставке оборудования для автомобильной и аэрокосмической отраслей. Около 75% производимой продукции идет на экспорт в высокоразвитые страны, в числе которых Германия, Франция и США.
Фирма Juaristi была основана в 1941 году и начинала свою деятельность с производства дрелей, листопрокатных станов и дизельных двигателей. В 1943 году были выпущены первые сверлильные станки. Через несколько лет началось серийное производство сверлильных, фрезерных станков и обрабатывающих центров. В настоящее время фирма производит сверлильные и фрезерные станки, многокоординатные обрабатывающие центры и управляемые системой ЧПУ вращающиеся столы больших размеров.
Компания Danobat у нас хорошо известна как производитель ленточнопильного оборудования, однако и вертикальные, и горизонтальные центры этой фирмы также могут представлять интерес.
Итальянские станкостроители представлены в России такими фирмами, как Breton S.p.A., Fidia S.p.A., Mecof S.p.A., Pama Saimp S.p.A., Safop S.p.A., Jobs S.p.A..
Фирма Breton, основанная в 1963 году, получила широкую известность, прежде всего, как крупнейший производитель оборудования для обработки камня, начиная от вырезки блоков-заготовок и заканчивая окончательно обработанными изделиями. В данном секторе рынка фирма занимает лидирующее положение в Европе. Однако оборудование для обработки камня не является единственной сферой деятельности компании. Некоторое время назад специалисты фирмы приступили к проектным работам в новой для себя области — проектирования и изготовления многокоординатных фрезерных станков.
Компания Fidia сделала ставку на высокоскоростное фрезерование и посвятила многие годы исследованиям в этой области. Результатом работы в этом направлении стали станки, которые с 90-х годов XX века успешно эксплуатируются во многих странах мира.
Продукция компании Mecof также основывается на технологии высокоскоростной обработки, соединенной с высокой точностью обработки. Об этом свидетельствует как обширная номенклатура выпускаемых компанией станков, предназначенных для решения самых разнообразных задач металлообработки, так и комплекс возможностей, предоставляемых каждой конкретной моделью. Образованная в 1947 году фирма начала свою деятельность как производитель радиально-сверлильных станков, но затем стала специализироваться в производстве фрезерно-расточных станков с подвижной стойкой, горизонтально-фрезерных станков с напольной подвижной стойкой, портальных станков, обрабатывающих центров, использующих технологию линейных двигателей.
Станки из Испании
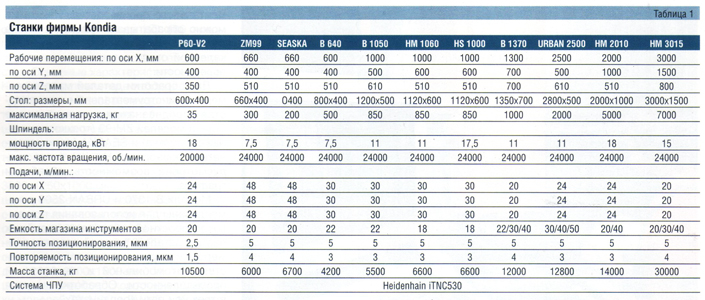
Трех-, четырех- и пятикоординатные станки фирмы Kondia широко используются в инструментальном производстве, производстве деталей штампов и пресс-форм, в авиационной и автомобильной промышленности.
Станок P60-V2 — прецизионный, повышенной жесткости, предназначен для трех-, четырех- и пяти координатной обработки точных деталей инструментального производства. На станке можно обрабатывать графит, а также детали из высоколегированной или закаленной стали с высоким качеством поверхности.
Для обработки деталей малого размера в инструментальном производстве предназначены прецизионные станки моделей ZM-99 (трехкоординатная обработка) и SEASKA (пятикоординатная обработка). На них также предусмотрена возможность обработки графита.
Модели В-1370 и URBAN-2500 рекомендованы для использования при высокоскоростной обработке серийных партий деталей, деталей средних размеров инструментального производства, автомобильной и авиационной промышленности. Обработка ведется в трех или пяти координатах.

НМ-2010 и НМ-3015 — высокоскоростные обрабатывающие центры для трех- или пятикоординатной обработки крупногабаритных деталей штампов и пресс-форм весом до 7 тонн.
Модели В 640, В 1050 и НМ-1080, HS-1000 используются для прецизионной высокоскоростной обработки серийных партий деталей и для деталей инструментального производства средних размеров.
Высокоскоростной горизонтальный обрабатывающий центр НС 400 предназначен для обработки корпусных деталей в серийном и массовом производстве. Основные характеристики станков Kondia представлены в таблице 1.
Компания Danobat представляет четыре модельных ряда обрабатывающих центров: горизонтальные центры стандартной компоновки на фундаменте моделей TR, ТА, ТА-А с максимальными перемещениями по осям до 3500x1250x1000 мм; центры с перемещающейся стойкой моделей SL, SP, SM с максимальными перемещениями по осям до 10500x2400x1500 мм; портальные центры моделей FS, FR, FP с максимальными перемещениями по осям до 12000x2800x1500 мм. И, наконец, центры для высокоскоростной обработки моделей TR-HSC и SV-HSC. Коротко остановимся на станках этой серии.
 Основные параметры в базовой конфигурации следующие:
Основные параметры в базовой конфигурации следующие:
Предлагаемые опции: автоматическая индексируемая фрезерная головка 30 кВт/917 Нм/5000 об./мин., системы ЧПУ на выбор — Heidenhain TNC i530 digital, Sinumerik 840D, Selca 4045/PD digital, Fidia C2/4L-SB digital.
Фирма СМЕ производит станки двух типов — обрабатывающие центры с неподвижной колонной и подвижным столом и обрабатывающие центры с неподвижным столом и подвижной колонной. Перемещения по осям X, Y, Z — до 10000x1500x3600 мм, частота вращения шпинделя — до 4000 об./мин., точность позиционирования — 20 мкм.
В производственную программу фирмы Juaristi входят горизонтальные сверлильно-фрезерные центры серии TS, консольного типа сверлильно-фрезерные центры с выдвижным сверлильным шпинделем МХ7 RAM и МР9 RAM, пятикоординатные обрабатывающие центры серии ТК5.
У станков МХ7 RAM и МР9 RAM продольные перемещения головки — от 4000 до 20000 мм, вертикальные перемещения головки — от 2000 до 3500 мм, перемещения консоли — до 1000 мм, скорости подач — до 20 м/мин.
Пятикоординатный центр ТК5 предназначен для обработки деталей массой до 20 тонн: вертикальные перемещения — до 1500 мм, перемещения колонны — от 1200 до 2000 мм, продольные перемещения стола — до 4000 мм, вращение головки — ±1050, скорости подач по осям — до 20 м/мин.
Компания Mupem предлагает токарные обрабатывающие центры серии ISCAR с системой управления Fanuc для комплексной обработки прутка в патроне, обработки штучных заготовок с возможностью фрезерования и сверления. Расстояние между центрами — до 550 мм, диаметр прутка — до 65 мм, мощность станков — до 15 кВт и частота вращения токарного шпинделя — до 6000 об./мин. Станки могут комплектоваться задней бабкой, контршпинделем, системой контроля износа инструмента. Станки могут использоваться для производства высокоточных деталей.
Компания Ibarmia в настоящее время производит промышленные сверлильные станки, сверлильные установки и обрабатывающие центры с ЧПУ с неподвижным столом, в том числе пятикоординатные.
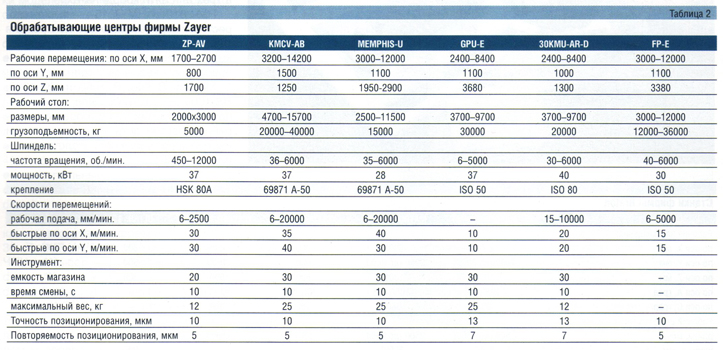
Достаточно обширна номенклатура фрезерных обрабатывающих центров компании Zayer. В производственную программу фирмы входят станки одностоечной (GP-E, GPU-E), двухстоечной (30KC-D, KM-AR-D) и портальной (FP-E) компоновки, а также несколько моделей специального назначения. Кроме того, внутри каждой из этих групп есть подразделение на станки стандартные, высокопроизводительные и высокоскоростные. Характеристики некоторых моделей центров фирмы Zayer приведены в таблице 2.
Завершая же разговор о станках испанских производителей, следует, пожалуй, отметить одну интересную деталь. Практически все испанские компании (за исключением фирмы Kondia и то частично) специализируются на крупногабаритных станках.
Станки из Италии
Фирма Fidia представляет несколько моделей высокоскоростных центров, а также специализированные системы ЧПУ для высокоскоростной обработки.
Модели HS664V и HS664RT — трех-пятикоординатные центры для обработки небольших и средних деталей — шаблонов (лекал), пресс-форм, штампов, моноколес, турбинных лопаток. HS664V— базовая модель, оборудованная неподвижным столом. Применяется для трехкоординатного фрезерования. Станок может быть снабжен четвертой осью — поворотным столом с плавным управлением. Станок HS664RT оборудован наклоняемым поворотным столом с плавным управлением. Применяется для сложного пятикоординатного фрезерования.
Модели G996 и G996RT — трех-пятикоординатные центры с высокими динамическими и точностными характеристиками для черновой и чистовой обработки деталей средних размеров. Особое внимание уделено температурной стабильности станков, которая достигается охлаждением шариковых винтов большого размера и вращающихся гаек всех осей — это обеспечивает максимальную точность изготавливаемых деталей. Станки оснащены электрошпинделем с максимальным крутящим моментом 105 Нм и максимальной частотой вращения 24000 об./мин., что позволяет обрабатывать закаленную сталь с высокими скоростями резания. Для каждого конкретного применения имеется возможность подобрать наиболее рациональную конфигурацию: три оси, 3+2 оси (вращающаяся в двух координатах индексная фрезерная головка), пять осей (поворотный наклонный стол с плавным управлением).
Модель D165 — компактный, универсальный и экономичный фрезерный центр, спроектированный специально для высокоскоростного фрезерования. Применяется для механической обработки формующих матриц пресс-форм и штампов, изготовления прототипов, графитовых электродов. Станок оснащается компактной высокопроизводительной системой ЧПУ Fidia С1.
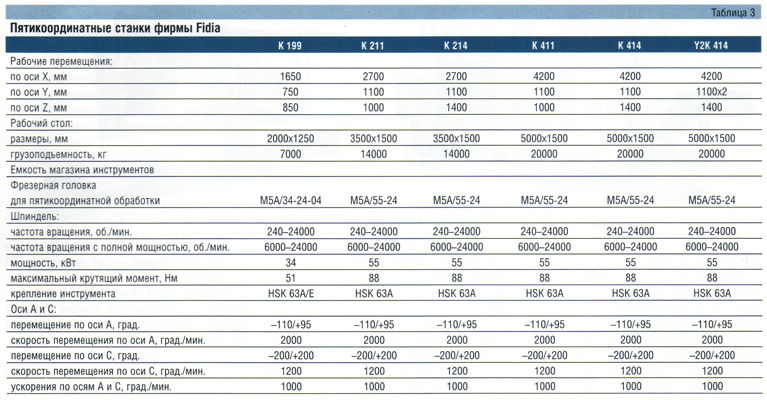
Модель К199 — высокоскоростной пятикоординатный обрабатывающий центр, предназначенный для обработки штампов среднего и большого размера. Является эффективным решением для изготовления деталей с очень сложными профилями, например, пресс-форм и штампов для авиационной и аэрокосмической промышленности.
Модели D218, D318, D418 — специализированные фрезерные обрабатывающие центры, предназначенные для чистовой обработки шаблонов и штампов, а также для обработки легких материалов.
Модели К211, К214, KR214, К411, К414, KR414 — пятикоординатные центры, разработанные для производства объемных пластиковых деталей, используемых в автомобильной и авиационной промышленности (детали корпусов, бамперов, приборных панелей). Станки способны выполнять все этапы обработки — от обдирки до шлифования.
Модели Y2K411 и Y2K414 — это решение с оппозитной конфигурацией (Boxer), образуется при объединении двух станков К411 или К414 и позволяет максимально использовать модульность станков. За счет одновременной работы в этой конфигурации двух фрезерных головок, работа которых управляется синхронизированными системами ЧПУ Fidia С20, можно вдвое быстрее изготавливать штампы для листового материала.
Характеристики пятикоординатных станков фирмы Fidia представлены в таблице 3.
Нельзя не сказать несколько слов о системах ЧПУ и программирования фирмы Fidia. Системы ЧПУ семейства С Class характеризуются высокой функциональностью и компактностью. Их можно устанавливать как на относительно простых компактных фрезерных станках, так и на мощных высокоскоростных обрабатывающих центрах.
Система Fidia С1 поддерживает до пяти интерполяционных осей и предназначена для трех- и четырехкоординатных обрабатывающих центров. Для наиболее сложных вариантов обработки используется система ЧПУ Fidia С20 (до девяти интерполяционных осей).
Компания Fidia предлагает также две системы CAD/CAM — 21/2 D систему ISOGRAPH и 3D-систему HI-MILL. HI-MILL — система создания управляющих программ для изготовления штампов, шаблонов, моделей, прототипов. Система работает в реальном времени — обработка начинается одновременно с расчетом траектории перемещения инструмента. Оператор станка может определять технологические параметры в соответствии с доступным в каждый конкретный момент времени оборудованием и инструментом.
Система HI-MILL способна вычислять траектории движения инструмента для черновой и чистовой обработки, управлять ориентацией оси инструмента в пространстве, динамически отображать обрабатываемую деталь, выделяя при этом снимаемый материал.
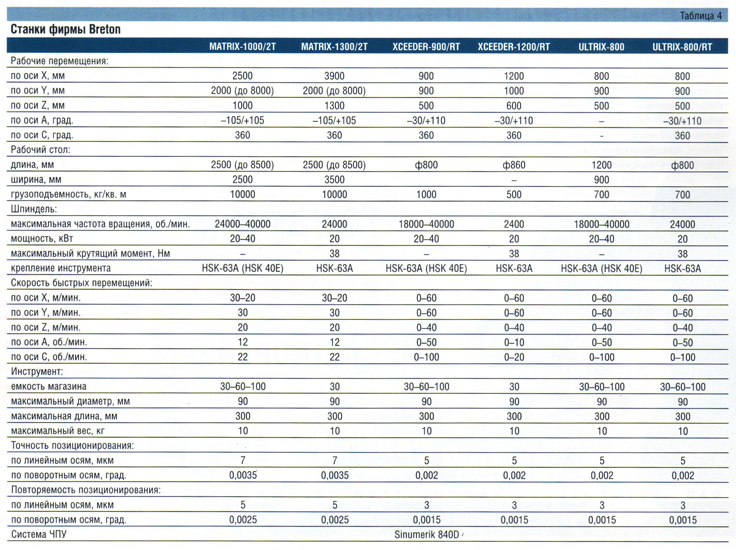
 Компания Breton в настоящее время предлагает три модельных ряда станков:
Компания Breton в настоящее время предлагает три модельных ряда станков:
Можно выделить общие отличительные особенности станков Breton:
Станки ULTRIX снабжены расточным шпинделем, который монтируется на боковой поверхности основного электрошпинделя, имеет систему термостабилизации и предназначен для выполнения токарных и шлифовальных операций. В стандартном исполнении станки оснащаются системой ЧПУ Sinumerik 840D, однако при необходимости могут быть установлены системы ЧПУ Fidia, Selga, Heidehain.
Предлагается широкий выбор опций: преобразование в цифровую индикацию для копирования с управлением от системы ЧПУ; аналоговый копировальный щуп Renishaw SP2/1; оптическая система для сканирования и трехмерного манипулирования эталонной формой детали; различные типы инструментальных магазинов; система подачи масляного тумана; различные виды стружечных конвейеров. Характеристики некоторых моделей обрабатывающих центров фирмы Breton представлены в таблице 4.
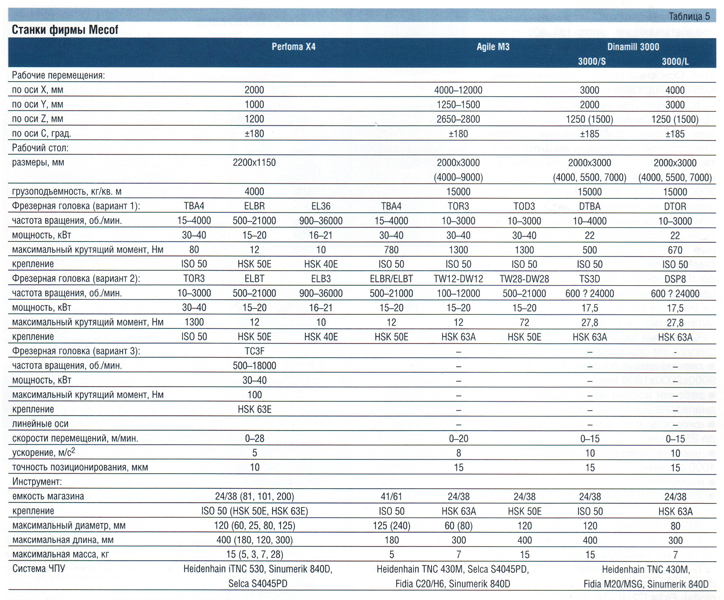
Обрабатывающие центры компании Mecof используются в обработке штампов и пресс-форм, в аэрокосмической отрасли, в изготовлении прецизионных деталей общего назначения.
Модель Perfoma — высокоскоростной станок с подвижным столом. Черновая обработка на станке может производиться автоматической двухповоротной головкой мощностью 30 кВт и частотой вращения 4000 об./мин. или новой головкой с непрерывным позиционированием (частота вращения — 6000 об./мин.). Финишная обработка осуществляется электрошпинделем с частотой вращения 36000 об./мин.
 Конструкция станка термосимметрична, обладает высокой жесткостью — очень важным свойством для черновой обработки и для совмещения динамических и точностных характеристик при финишной обработке. В этой модели станка использованы такие технические решения, как: винты с жидкостным охлаждением, двигатели осей с жидкостным охлаждением, система автоматической смены инструмента, лазерная система замера длины, радиуса, диаметра и профиля инструмента, системы смазки и охлаждения инструмента. Станок комплектуется полным защитным ограждением кабинного типа и стружкоуборочным транспортером.
Конструкция станка термосимметрична, обладает высокой жесткостью — очень важным свойством для черновой обработки и для совмещения динамических и точностных характеристик при финишной обработке. В этой модели станка использованы такие технические решения, как: винты с жидкостным охлаждением, двигатели осей с жидкостным охлаждением, система автоматической смены инструмента, лазерная система замера длины, радиуса, диаметра и профиля инструмента, системы смазки и охлаждения инструмента. Станок комплектуется полным защитным ограждением кабинного типа и стружкоуборочным транспортером.
Обрабатывающий центр Perfoma применяется для изготовления: штампов и пресс-форм прототипов, термопластавтоматов, форм из алюминия, форм для литья под давлением; средне- и крупногабаритных деталей с высокой точностью.
Станки модельного ряда Agile — высокоскоростные станки с подвижной стойкой. Эти станки также имеют термосимметричную конструкцию высокой жесткости, с суппортом по центру, и предназначаются для черновой и финишной обработки на высокой скорости и с высокой точностью. Поворотная планшайба вертикальной оси встроена в суппорт. Этот модельный ряд, как и все станки Mecof, проектировался с использованием метода конечных элементов.
В модельный ряд станков Agile входят: Agile М — семейство станков с напольной подвижной стойкой, Agile М5.3 — станки для изготовления штампов и пресс-форм с возможностью автоматической смены шпиндельных головок, Agile М5 — пятикоординатные станки для изготовления прототипов.
Модельный ряд Dynamill — портальные станки с подвижной траверсой, с перемещениями по осям X, Y, Z — до 7000, 3000, 15000 мм соответственно. Скорость рабочих перемещений составляет 15-25 метров в минуту.
Большой запас прочности конструкции повышает надежность всей станочной системы, включающей в себя систему автоматической смены инструмента, лазерную систему замера длины, радиуса, диаметра и профиля инструмента, системы смазки и охлаждения инструмента, стружкоуборочный транспортер.
Существует возможность автоматической смены фрезерных головок (головок с непрерывным позиционированием, головок с электрошпинделями, горизонтальных и т. д.). Станки этого класса используются для производства средне- и крупногабаритных штампов и пресс-форм, при этом сокращается время, затрачиваемое на фрезерование и ручную доводку.
Кроме того, компания Mecof предлагает обрабатывающие центры Prima и Airone.
Prima — портальный обрабатывающий центр с линейными приводами, имеет монолитную конструкцию со встроенной станиной, у станка отсутствует фундамент, максимальная нагрузка на стол — 1000 кг.
Airone 165, Airone 220 — вертикальные портальные обрабатывающие центры с линейными двигателями. Оптимизация перемещающихся масс, выполненная при помощи прочностного расчета методом конечных элементов, позволила получить подвижную траверсу с ходом по оси X — 1650 мм и по оси Z — 800 мм. Скорость быстрых перемещений — до 100 м/мин., рабочая подача — до 60 м/мин., ускорение — до 1,1 д, частота вращения электрошпинделя — 30000 об./мин. Характеристики отдельных моделей станков фирмы Mecof представлены в таблице 5.
Компания Раmа представляет три серийных ряда обрабатывающих центров: Speedram — бесфундаментные сверлильно-фрезерные центры, Speedmat — модульные высокоскоростные центры и Speedcenter — многофункциональные центры с подвижной стойкой для пятикоординатной обработки.
Интересна модель Speedcenter 1600: перемещения по осями X, Y, Z — до 3200x200x1600 мм; диаметр наклонно-поворотного стола — 1600 мм, частота вращения шпинделя фрезерной головки— 8000/15000/25000 об./мин., быстрые перемещения по линейным осям — 40 м/мин.
Всего фирма Раmа предлагает около десятка моделей с максимальными перемещениями по осям до 5000x7000x1600 мм и максимальной грузоподъемностью стола до 18 тонн. В стандартной конфигурации станки оснащаются системой ЧПУ Sinumerik 840D.
В производственную программу фирмы Safop в числе других наименований станков: горизонтальные обрабатывающие центры с автоматизированными транспортирующими устройствами паллетного типа для выполнения операций токарной обработки, фрезерования, сверления, шлифования, глубокого растачивания. Вес устанавливаемой заготовки — до 150 тонн.

Часть V
После некоторого перерыва, вызванного известными причинами, чешские производители металлообрабатывающего оборудования стали наращивать свое присутствие на российском рынке. Так, в выставке «Металлообработка-2005» приняло участие 17 чешских станкостроительных компаний.
Презентация
АО Tajmac-ZPS в 2003 году отметило свое столетие. Станки с маркой ZPS на протяжении многих лет поставлялись на предприятия Советского Союза. В настоящее время владельцем компании является итальянская фирма Tajmac-ZPS, a.s. В современную производственную программу фирмы входят токарные автоматы, токарные станки с ЧПУ, а также вертикальные и горизонтальные обрабатывающие центры.
АО Kovosvit производит металлообрабатывающее оборудование в течение 65 лет. В двух филиалах фирмы (Kovosvit MAS и Kovosvit DS) выпускаются токарные станки с ЧПУ, токарные автоматы, сверлильные станки, а также вертикальные, горизонтальные и портальные обрабатывающие центры.
АО TOS Kurim-OS — известный чешский производитель металлообрабатывающего оборудования, производственная программа которого включает в себя универсальные фрезерные станки, специальные станки и автоматические линии, а также обрабатывающие центры с подвижной стойкой и портальные обрабатывающие центры.
ООО Strojirnatyc было образовано в 1992 году с целью производства металлорежущих станков, их модернизации и капитального ремонта. Основу номенклатуры предприятия составляют портальные фрезерно-сверлильные обрабатывающие центры.
АО TOS Varnsdorf предлагает широкую гамму металлорежущих станков — от универсальных до крупных обрабатывающих центров.
Обрабатывающие центры французского производства в России представляет компания Huron Createur Machines — Outls. Huron — один из европейских лидеров в производстве высокоточного обрабатывающего оборудования. Фирмой выпущено более 170 тыс. станков, которые успешно работают на предприятиях во всем мире. Прецизионные обрабатывающие центры нашли широкое применение в автомобильной промышленности и авиастроении, например, на таких известных предприятиях, как: Aeromec, Rolls Royse — Allen Power, Volvo Aero Norge, Nasa Langley Researh и др.
Kovosvit
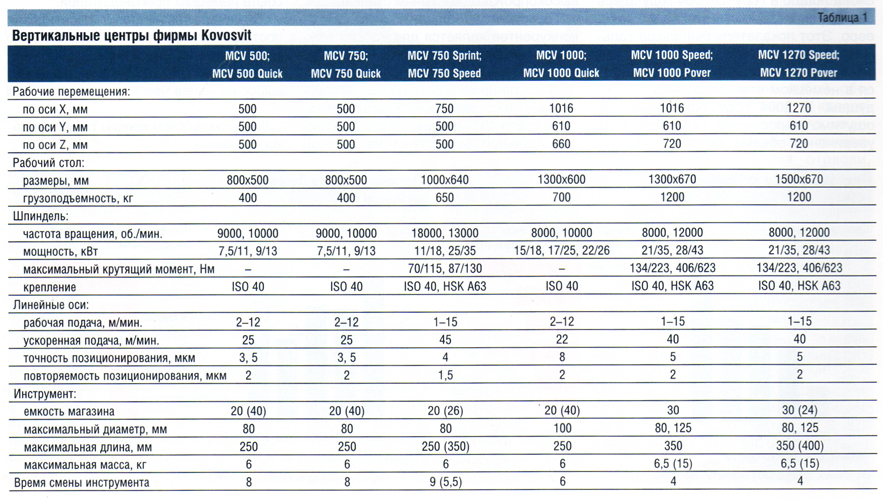
В производственную программу фирмы входят вертикальные обрабатывающие центры серии MCV, пятикоординатные вертикальные центры MCV 1000 Speed 5АХ, MCV 1000 Sprint 5АХ и FCV 1450 Speed 5АХ, горизонтальный центр Trijoint 900Н и портальные центры MCU 2000 и MCU 3000.
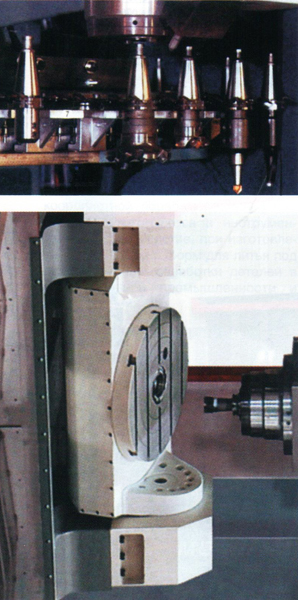
Серия центров марки MCV традиционно выпускается со столами размеров от 800x500 мм у моделей MCV 500 до 1500x670 мм у моделей MCV 1270. Центры MCV известны как надежные машины, сконструированные с применением современных технологий, и предназначены для сверления, растачивания, развертывания, нарезания резьбы и фрезерования больших и сложных по форме деталей. Работа в автоматическом цикле осуществляется за счет автоматической смены инструмента. Передвижения и подачи крестового стола и шпиндельной бабки происходят одновременно. При использовании специальных принадлежностей станки дают возможность обрабатывать детали с четырех сторон, по винтовым линиям и использовать обрабатывающий инструмент с центровым охлаждением. Особенностью станков MCV является широкая гамма исполнений, что позволяет подобрать необходимое оборудование для решения любых задач обработки. В исполнении Quick шпиндель имеет частоту вращения 10000 об./мин. В исполнении Speed — 12000-13000 об./мин., в исполнении Sprint — 18000 об./мин.
Перечислим основные особенности компоновки станков MCV:
Новинкой фирмы является высокопроизводительный пятикоординатный центр MCV 1000 Sprint 5АХ, сконструированный на базе хорошо зарекомендовавшего себя высокоскоростного центра MCV 1000 Sprint. Использование на станке двухкоординатного круглого стола позволяет проводить полную обработку одной детали за один установ. Проверенная конструкция станка позволяет достичь высокой надежности.
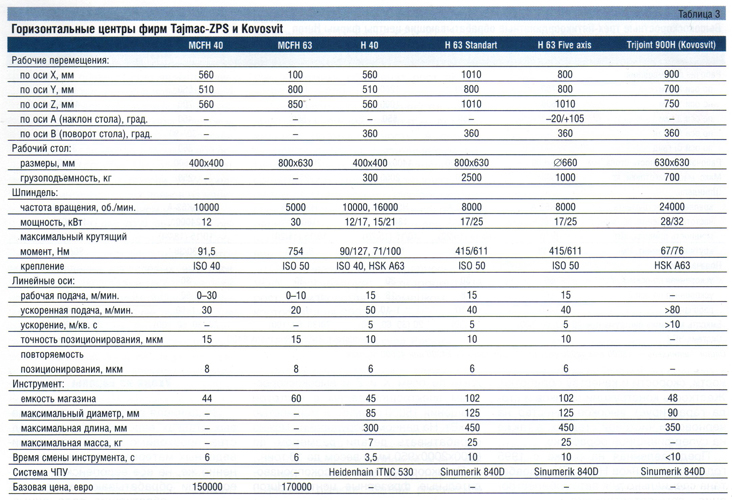
Первым представителем новой серии высокопроизводительных горизонтальных центров является обрабатывающий центр Trijoint 900Н. Этот станок разработан с использованием принципов параллельной кинематики. Оригинальная схема позволяет реализовать точную и быструю обработку по всей зоне резания.
Особенность станка заключается в высокой жесткости, динамичности, полученной в результате оригинального решения принципов движения инструмента (параллельная динамика модуля инструмента). Trijoint 900Н отвечает требованиям технологии HSC и является эффективным решением высокопроизводительной обработки деталей для автомобильной и авиационной промышленности.
Представляет интерес токарно-фрезерный центр модели Multicut 500S с максимальным диаметром точения до 700 мм, рабочими перемещениями по осям X/Y/Z 635/370/1600 мм, частотой вращения шпинделя 3500 об./мин. и частотой вращения фрезерной головки 7000 об./мин.
Технические характеристики центров MCV представлены в таблице 1, станка Trijoint 900Н — в таблице 3.
Tajmac-ZPS
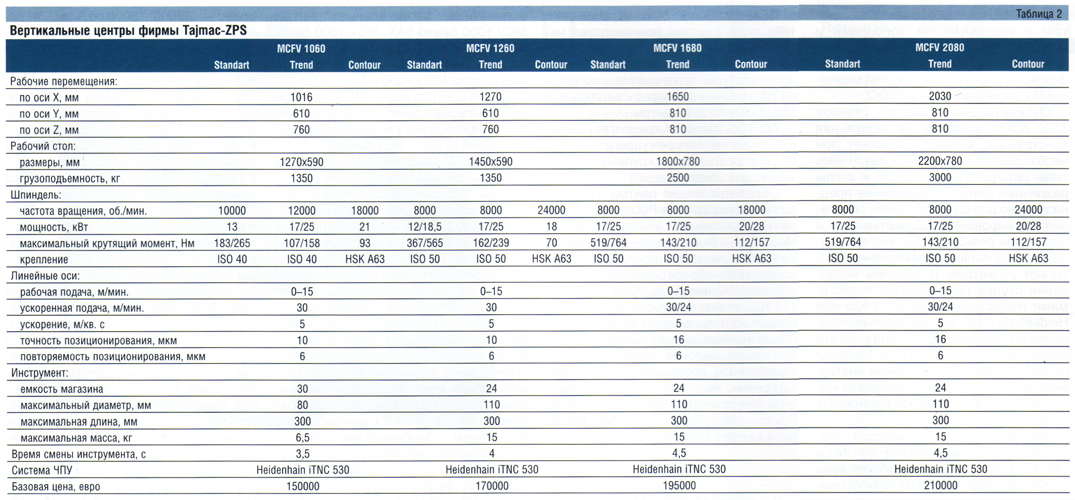
В производственную программу фирмы входят вертикальные центры серии MCFV, горизонтальные центры серии Н, токарные центры серии ТСН и фрезерно-токарный центр Turnmill 1250.
Все модели станков серийного ряда MCFV предлагаются в трех исполнениях:
 Направляющие поверхности образованы закаленными, точно шлифованными стальными планками. Рабочий стол, поперечные салазки и шпиндельная бабка установлены в предварительно напряженных гнездах качения. Каркас оригинального исполнения обеспечивает высокую жесткость станка при силовой обработке, большую динамическую стабильность при высоких скоростях резания и высокую температурную стабильность при трудоемких режимах работы. Новый дизайн кабинетного ограждения зоны резания существенно облегчает процесс манипуляции обрабатываемой деталью. Удаление магазина из зоны резания, изменение конструкции смены инструмента при сохранении времени его смены позволило увеличить рабочие подачи по всем осям до 15000 мм/мин., быстрые подачи по всем осям — до 30 м/мин. при ускорениях до 5 м/кв. с. Большое перемещение по координате Z создает максимальное пространство для применения двухкоординатного поворотного стола — обработки с пятью управляемыми осями. Температурная стабилизация шпиндельной бабки выполнена отдельной холодильной схемой, которая включает область фланца главного двигателя, кожух шпиндельного узла с тубусом шпиндельной бабки или пластинчатый теплообменник смазочного и охлаждающего масла планетарной коробки передач. Новая конструкция позволяет при минимальном изменении варьировать исполнения станков. В базовом исполнении вертикальные центры имеют систему ЧПУ Heidenhain iTCN 530, приводы Siemens, температурную стабилизацию шпиндельной бабки Cosmotec, центральную смазочную систему, кабинетное ограждение, линейные оптико-электрические линейки Heidenhain.
Направляющие поверхности образованы закаленными, точно шлифованными стальными планками. Рабочий стол, поперечные салазки и шпиндельная бабка установлены в предварительно напряженных гнездах качения. Каркас оригинального исполнения обеспечивает высокую жесткость станка при силовой обработке, большую динамическую стабильность при высоких скоростях резания и высокую температурную стабильность при трудоемких режимах работы. Новый дизайн кабинетного ограждения зоны резания существенно облегчает процесс манипуляции обрабатываемой деталью. Удаление магазина из зоны резания, изменение конструкции смены инструмента при сохранении времени его смены позволило увеличить рабочие подачи по всем осям до 15000 мм/мин., быстрые подачи по всем осям — до 30 м/мин. при ускорениях до 5 м/кв. с. Большое перемещение по координате Z создает максимальное пространство для применения двухкоординатного поворотного стола — обработки с пятью управляемыми осями. Температурная стабилизация шпиндельной бабки выполнена отдельной холодильной схемой, которая включает область фланца главного двигателя, кожух шпиндельного узла с тубусом шпиндельной бабки или пластинчатый теплообменник смазочного и охлаждающего масла планетарной коробки передач. Новая конструкция позволяет при минимальном изменении варьировать исполнения станков. В базовом исполнении вертикальные центры имеют систему ЧПУ Heidenhain iTCN 530, приводы Siemens, температурную стабилизацию шпиндельной бабки Cosmotec, центральную смазочную систему, кабинетное ограждение, линейные оптико-электрические линейки Heidenhain.
Новинкой производственной программы является новый пятикоординатный горизонтальный обрабатывающий центр Н 63 Five axis, предназначенный для комплексной обработки корпусных деталей, пресс-форм и работы со сложными профилями поверхностей. Поворотно-наклонный стол позволяет проводить обработку, ранее невозможную на горизонтальных центрах. Станком управляет система ЧПУ, которая дает возможность выполнять обработку объемных и сложных по форме деталей по пяти координатным осям, когда инструмент повторяет траекторию, которая была получена на выходе из 3D CAD-пpoграммы. Шпиндельная бабка перемещается в вертикальном направлении (ось Y) по двум линейным направляющим на стойке. Поворотно-наклонный стол (оси В и А) с планшайбой перемещается в поперечном направлении по двум линейным направляющим на станине. По ним же в продольном направлении перемещается стойка. Рабочие перемещения шпиндельной бабки, стойки, поворотно-наклонного стола осуществляются с помощью электродвигателей переменного тока с цифровым управлением через шариковые винты, гайки которых имеют предварительный натяг. Вращательное и наклонное перемещения стола осуществляются с помощью электродвигателей переменного тока с цифровым управлением через зубчатый ремень и червячную передачу. Измерение положения по всем осям — прямое, с помощью абсолютных преобразователей линейных перемещений.
Технические характеристики некоторых моделей вертикальных и горизонтальных центров фирмы Tajmac представлены в таблицах 2 и 3.
Модель Turnmill 1250— представитель нового поколения многооперационных, многокоординатных обрабатывающих центров. Станок предназначен для комплексной обработки крупных, сложных по форме и технологически трудно обрабатываемых деталей, для производительного фрезерования и токарной обработки, а также для высокоскоростной обработки (HSC) и точной расточки и шлифовки.
Turnmill 1250 представляет собой портальный станок с подвижной поперечиной; в базовом исполнении имеет четыре управляемые оси: ось X — продольное перемещение поперечины; ось Y — поперечное перемещение салазок; ось Z — вертикальное перемещение ползуна; ось С — ось вращения планшайбы. Непрерывно регулируемая фрезерная резцовая головка, поворотная в плоскости X, Z, может расширить количество управляемых осей до пяти. Рабочая зона станка и количество инструментальной оснастки позволяют осуществлять окончательную обработку заготовки за одну установку. На станке можно выполнять следующие операции:
 Основные технические параметры вертикального и горизонтального шпинделя:
Основные технические параметры вертикального и горизонтального шпинделя:
Технические параметры привода планшайбы:
И еще из Чехии
Компания TOS Kurim предлагает фрезерный центр с передвижной колонной модели FU(Q), фрезерные центры с передвижными колоннами и сменными головками моделей FF(Q) 100A-VR/A и FF(Q) 125A-VR/A, а также фрезерный центр с двумя передвижными колоннами модели FFDQ.
Отличительной чертой станков TOS Kurim является их модульная конструкция, которая позволяет при необходимости применять различные типы шпиндельных головок и столы различных длин. Оборудование предназначено для фрезерования, сверления, зенкерования, развертывания и нарезания резьбы, в том числе и резцом. Продольные перемещения достигают 20 метров. В базовом исполнении станки поставляются с системами управления Sinumerik 840D или Heidenhain iTNC 530, оптическими линейками Heidenhain и цифровыми приводами Siemens S611D. Машины оснащены цепным магазином инструментов. Поиск и транспортировка инструмента в точку смены происходят во время работы станка.
Фирма Strojirnatyc производит портальные центры моделей FVP 50 CNC и FVP 120 CNC с размером рабочей зоны 1600x1000x600 и 2000x1200x600 мм. Максимальная частота вращения шпинделя — 8000 об./мин., система ЧПУ — Heidenhain iTNC 530.
Компания Varnsdorf представляет горизонтальные обрабатывающие центры серии TOStec.
ОЦ из Франции
 В производственную программу фирмы Huron входят прецизионные обрабатывающие центры серий СХ, КХ, ЕХ для трех-, четырех-, пяти- и шестикоординатной обработки. Станки широко эксплуатируются в инструментальном производстве, при изготовлении пресс-форм и форм для литья под давлением, для обработки деталей в автомобильной промышленности и авиастроении.
В производственную программу фирмы Huron входят прецизионные обрабатывающие центры серий СХ, КХ, ЕХ для трех-, четырех-, пяти- и шестикоординатной обработки. Станки широко эксплуатируются в инструментальном производстве, при изготовлении пресс-форм и форм для литья под давлением, для обработки деталей в автомобильной промышленности и авиастроении.
Стандартное оснащение обрабатывающих центров всех серий предусматривает:
Вертикальные обрабатывающие центры СХ — это компактные и точные трех- или четырехкоординатные центры для инструментального производства, изготовления моделей и прототипов.
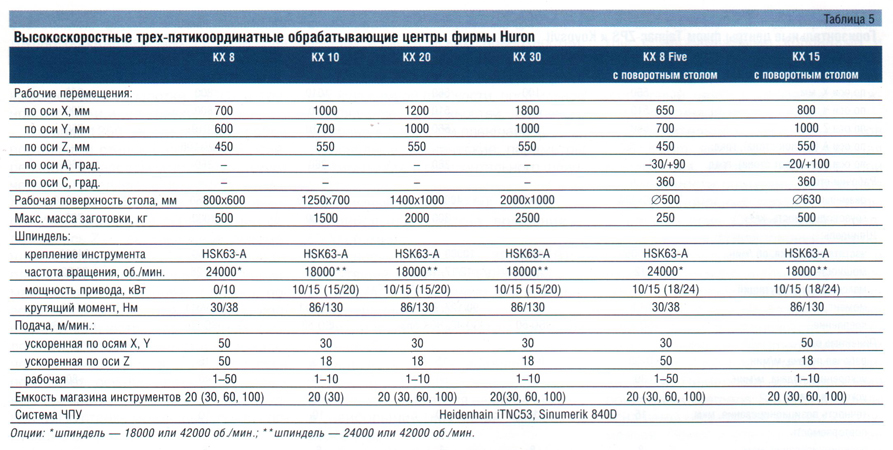
Высокоскоростные фрезерные обрабатывающие центры КХ находят широкое применение в тех областях инструментального производства, где требуется высокая точность. Благодаря подвижному управляемому поворотному столу на станках КХ 8 five и КХ 15 можно выполнять пятикоординатную обработку закаленных сталей и других материалов, в том числе графита, обеспечивая высокую чистоту поверхностей пресс-форм, штампов, деталей и электродов любой сложности. В своем классе КХ 8 five и КХ15 являются одними из лучших по точности, скорости и качеству обработки. Жесткость конструкции станков и стола гарантирует высокое качество на черновой и чистовой стадиях, а также на суперфинишной обработке.
Представленная на рынке с 1995 года серия станков Huron EX разработана специально для автомобилестроения, самолетостроения, для инструментальной промышленности и производства формообразующих. Особенность этого оборудования состоит в том, что в нем сочетается производительность обрабатывающих центров и гибкость фрезерных станков. Благодаря инновационным технологиям могут быть достигнуты очень высокие скорости резания.
Серия станков Huron EX включает пятикоординатный Huron EX 20 — фрезерный центр с перемещениями по осям X/Y/Z 1600/700/800 мм, оснащенный бесступенчато регулируемым шпинделем и поворотным столом, а также Huron EX 30 — фрезерный центр с возможностью обработки по четырем, пяти и шести осям и перемещения по осям X/Y/Z 2400/700/800 мм
Фрезерные обрабатывающие центры KXG — это новые мощные, быстродействующие и точные пятикоординатные обрабатывающие центры для инструментального производства, изготовления моделей и прототипов, а также для серийного производства. Станки оснащены линейными сервоприводами по осям X и Z и высокоскоростным электрошпинделем с частотой вращения 18000 об./мин. и мощностью 26 кВт. На данном оборудовании можно обрабатывать детали размером до 6000x2000x950 мм и весом до 18 тонн.
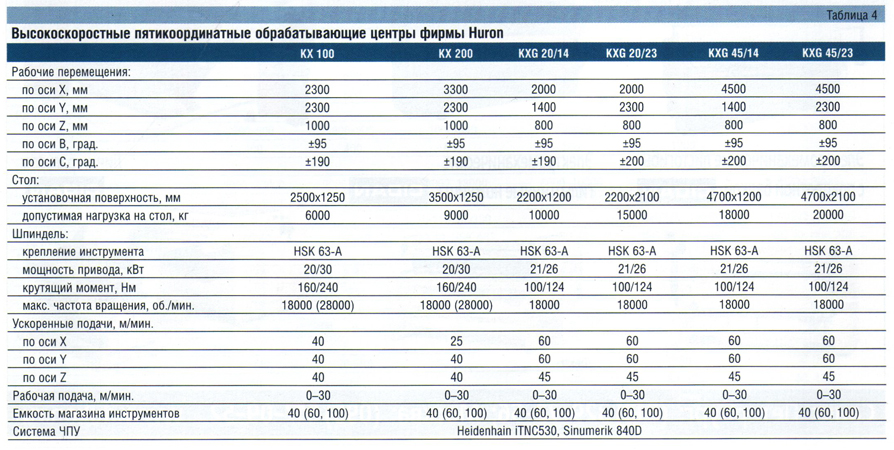
Пятикоординатные высокопроизводительные фрезерные центры Huron КХ 100 и КХ 200 имеют станину с неподвижным порталом и перемещающимися салазками на портале, вертикальные салазки с вильчатой головкой и встроенный мотор-шпиндель (18000 об./мин., 30 кВт, 240 Нм).
Основные характеристики некоторых моделей обрабатывающих центров Huron представлены в таблицах 4 и 5.
Уходя из Европы
Заканчивая разговор о многоцелевых станках европейского производства, необходимо сказать, что в приведенных материалах упомянуты, конечно же, не все европейские производители обрабатывающих центров, обратившие свое внимание на российский рынок. Однако даже эти фирмы и их продукция дают, если и не абсолютно полное, то вполне отчетливое представление о возможностях, предоставляемых европейскими производителями (пока только европейскими).
А поскольку европейское станкостроение не представляет собой обособленный мир, а является частью мирового, то говорить об общих тенденциях развития отрасли, о критериях выбора этой техники, о предпочтениях, видимо, преждевременно. И азиатский, и североамериканский континенты предлагают продукцию с не менее, а иногда и с более впечатляющими характеристиками.
В заключение хотелось бы сказать, что лидером европейского станкостроения остается германский концерн Deckel Maho Gildemeister. Свое лидерство концерн регулярно подтверждает на всех крупнейших выставках. В частности, на выставке METAV-2004 было представлено шесть новых обрабатывающих центров.
Сергей Заякин
Журнал «Оборудование: рынок, предложение, цены», №№05-06, май-июнь 2005 г.