- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Рассказ об электрододержателях и электродах для точечной сварки мы решили выделить в отдельную статью из-за большого объема материала по этой теме.
Электрододержатели машин точечной сварки
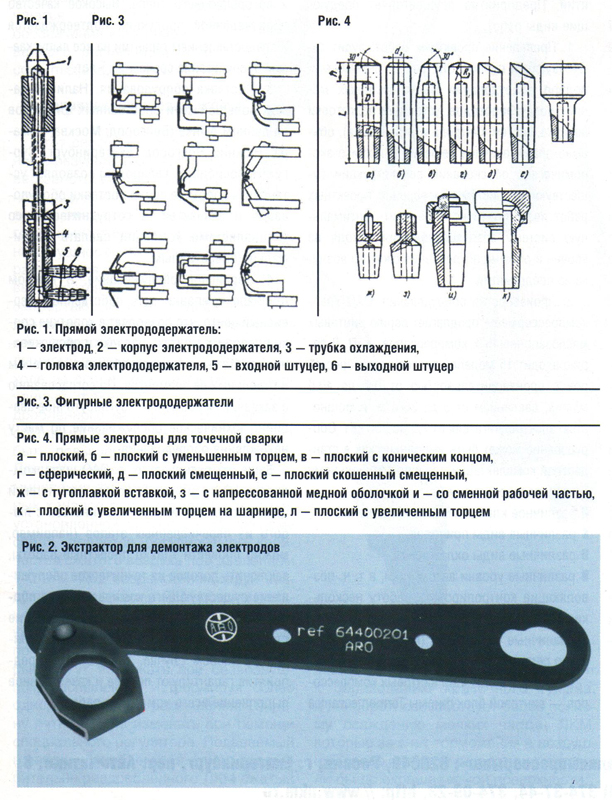
Электрододержатели служат для установки электродов, регулирования расстояния между ними, подвода сварочного тока к электродам и отвода тепла, выделяющегося при сварке. Форма и конструкция электрододержателей определяется формой свариваемого узла. Как правило, электрододержатель представляет собой медную или латунную трубу с конусным отверстием для установки электрода. Это отверстие может быть выполнено по оси электрододержателя, перпендикулярно оси или под углом. Часто одна и та же машина может комплектоваться несколькими вариантами электрододержателей для каждого вида электродов — в зависимости от формы свариваемых деталей. В некоторых машинах малой мощности электрододержатели могут совсем не входить в комплектацию, так как их функции выполняют сварочные хоботы.
В машинах стандартной комплектации чаще всего используются прямые электрододержатели (рис. 1), как наиболее простые. В них могут устанавливаться электроды различной формы. В случае сварки деталей больших размеров с ограниченным доступом к месту сварки целесообразно использовать фигурные электрододержатели с простыми электродами прямой формы. Крепятся они в электрододержателях за счет конусной посадки, штифтов или винтов. Удаление электрода из держателя производят легкими постукиваниями деревянным молотком или специальным экстрактором.
Электроды для точечной сварки
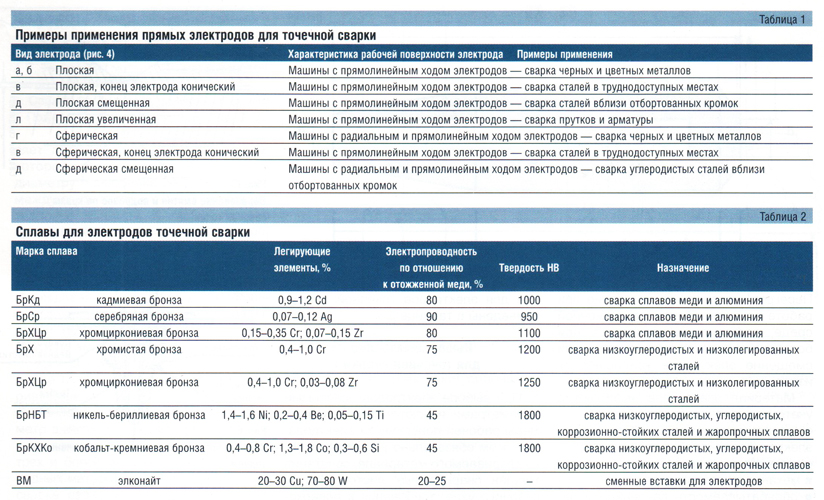
Электроды для точечной сварки служат для сжатия деталей, подвода сварочного тока к деталям и отвода тепла, выделяющегося при сварке. Это один из самых ответственных элементов сварочного контура машины точечной сварки, потому что форма электрода определяет возможность сварки того или иного узла, а его стойкость — качество сварки и продолжительность бесперебойной работы машины. Различают прямые (рис. 4) и фигурные электроды (рис. 5). Некоторые примеры применения прямых электродов приведены в таблице 1. Многие прямые электроды изготавливаются в соответствии с ГОСТ 14111-77 или ОСТ 16.0.801.407-87.
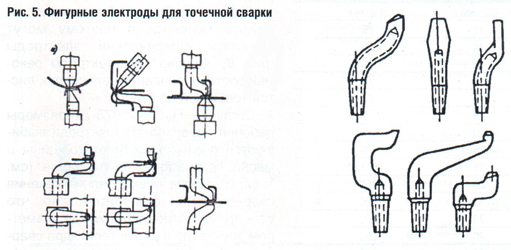
У фигурных электродов ось, проходящая через центр рабочей поверхности, значительно смещена относительно оси посадочной поверхности (конуса). Их применяют для сварки деталей сложной формы и узлов в труднодоступных местах.
Конструкция электродов для точечной сварки
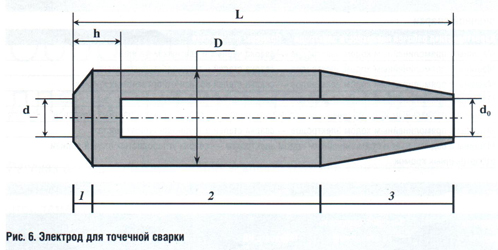 Электрод для точечной сварки (рис. 6) конструктивно состоит из рабочей части (1), средней (цилиндрической) части (2) и посадочной части (3). Внутри тела электрода проходит внутренний канал, в который вводится трубка подачи охлаждающей воды электрододержателя.
Электрод для точечной сварки (рис. 6) конструктивно состоит из рабочей части (1), средней (цилиндрической) части (2) и посадочной части (3). Внутри тела электрода проходит внутренний канал, в который вводится трубка подачи охлаждающей воды электрододержателя.
Рабочая часть (1) электрода имеет плоскую или сферическую поверхность; диаметр рабочей поверхности dэл или радиус сферы Rэл выбирают в зависимости от материала и толщины свариваемых деталей. Угол конуса рабочей части обычно составляет 30°.
Средняя часть (2) обеспечивает прочность электрода и возможность использования экстракторов или иного инструмента для демонтажа электродов. Производители применяют различные методики для расчета размеров электродов. В СССР согласно ОСТ 16.0.801.407-87 были установлены типоразмерные ряды:
Dэл = 12, 16, 20, 35, 32, 40 мм
L = 35, 45, 55, 70, 90, 110 мм
В зависимости от максимального усилия сжатия машины:
Dэл = (0,4 - 0,6)√Fэл (мм).
Где: Fэл — максимальное усилие сжатия машины (даН).
Посадочная часть (3) должна иметь конусность для плотной установки в электрододержатель и предотвращения протечек охлаждающей воды. Для электродов диаметром 12-25 мм конусность составляет 1:10, для электродов диаметром 32-40 мм — конусность 1:5. Длина конусной части не менее 1,25Dэл. Обрабатывают посадочную часть с чистотой не ниже 7-го класса (Rz1,25).
Диаметр внутреннего канала охлаждения определяется расходом охлаждающей воды и достаточной прочностью электрода на сжатие и составляет:
d0 = (0,4 - 0,6) Dэл (мм).
Расстояние от рабочей поверхности электрода до дна внутреннего канала в значительной степени влияет на эксплуатационные характеристики электрода: стойкость, ресурс работы. Чем меньше это расстояние, тем лучше охлаждение электрода, но тем меньше переточек может выдержать электрод. По опытным данным:
h = (0,75 - 0,80) Dэл (мм).
Тугоплавкие вставки из вольфрама W или молибдена Мо (рис. 4ж) запрессовываются в медные электроды или припаиваются серебросодержащими припоями; такие электроды применяют при сварке оцинкованных или анодированных сталей. Электроды со сменной рабочей частью (рис. 4и) и с шаровым шарниром (рис. 4к) применяют при сварке деталей из разных материалов или разнотолщинных деталей. Сменная рабочая часть изготавливается из вольфрама, молибдена или их сплавов с медью и крепится к электроду накидной гайкой. Применяются также стальные или латунные электроды с напрессованной медной оболочкой (рис. 4з) или медные электроды со стальной подпружиненной втулкой.
Материалы для электродов точечной сварки
Стойкость электродов — их способность сохранять размеры и форму рабочей поверхности (торца), противостоять взаимному переносу металла электродов и свариваемых деталей (загрязнение рабочей поверхности электрода). Она зависит от конструкции и материала электрода, диаметра его цилиндрической части, угла конуса, свойств и толщины свариваемого материала, режима сварки, условий охлаждения электрода. Износ электродов зависит от конструкции электродов (материал, диаметр цилиндрической части, угол конуса рабочей поверхности) и параметров режима сварки. Перегрев, оплавление, окисление при работе во влажной или коррозионной среде, деформации электродов при больших усилиях сжатия, перекос или смещение электродов усиливают их износ.
Материал электродов выбирают с учетом следующих требований:
По сравнению с чистой медью сплавы на ее основе имеют в 3-5 раз большую стойкость к механическим нагрузкам, поэтому для электродов точечной сварки с их, казалось бы, взаимоисключающими требованиями применяют сплавы меди. Легирование кадмием Cd, хромом Сr, бериллием Be, алюминием Al, цинком Zn, цирконием Zr, магнием Мg не снижает электропроводность, но повышает прочность в нагретом состоянии, а железо Fe, никель Ni и кремний Si повышают твердость и механическую прочность. Примеры использования некоторых медных сплавов для электродов точечной сварки приведены в таблице 2.
 Выбор электродов для точечной сварки
Выбор электродов для точечной сварки
При выборе электродов основными параметрами являются форма и размеры рабочей поверхности электрода. При этом обязательно учитывают марку свариваемого материала, сочетания толщин свариваемых листов, форму сварного узла, требования к поверхности после сварки и расчетные параметры режима сварки.
Различают следующие виды формы рабочей поверхности электрода:
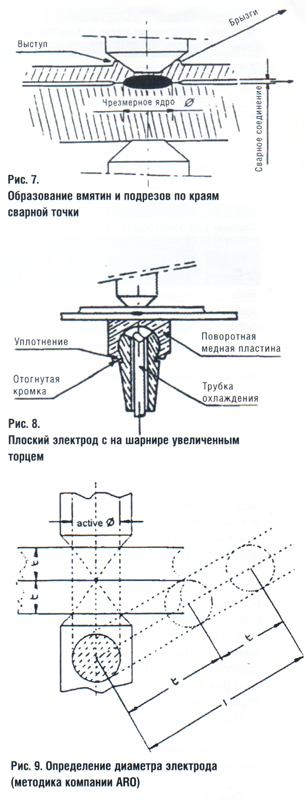
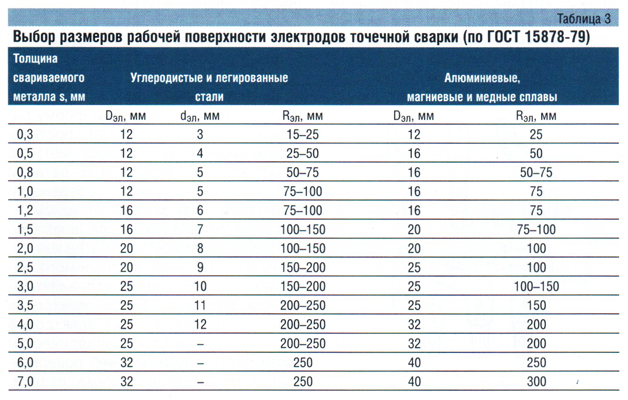
Электроды со сферической поверхностью менее чувствительны к перекосам, поэтому их рекомендуют к применению на машинах радиального типа и подвесных машинах (клещах) и для фигурных электродов, работающих с большим прогибом. Российские производители рекомендуют использовать для сварки легких сплавов только электроды со сферической поверхностью, что позволяет избежать вмятин и подрезов по краям сварной точки (см. рис. 7). Но избежать вмятин и подрезов можно, применяя плоские электроды с увеличенным торцом. Такие же электроды на шарнире позволяют избежать перекоса и поэтому могут заменить сферические электроды (рис. 8). Однако эти электроды рекомендуются в основном для сварки листов толщиной ≤1,2 мм.
Согласно ГОСТ 15878-79 размеры рабочей поверхности электрода выбираются в зависимости от толщины и марки свариваемых материалов (см. табл. 3). После исследования сечения сварной точки становится ясно, что есть прямые отношения между диаметром электрода и диаметром ядра сварной точки. Диаметр электрода определяет площадь поверхности контакта, которая соответствует фиктивному диаметру проводника сопротивления r между свариваемыми листами. Сопротивление контакта R будет обратно пропорционально этому диаметру и обратно пропорционально предварительному сжатию электродов для сглаживания микронеровностей поверхности. Исследования компании ARO (Франция) показали, что расчет диаметра рабочей поверхности электрода можно вести по эмпирической формуле:
dэл = 2t + 3 мм.
Где t — номинальная толщина свариваемых листов.
Наиболее сложно рассчитать диаметр электрода при неравной толщине свариваемых листов, сварке пакета из трех и более деталей и сварке разнородных материалов. Очевидно, что при сварке разнотолщинных деталей диаметр электрода должен выбираться относительно более тонкого листа. Используя формулу для расчета диаметра электрода, которая пропорциональна толщине свариваемого листа, формируем фиктивный проводник с сужающимся диаметром, который, в свою очередь, перемещает пятно нагрева к точке контакта этих двух листов (рис. 10).
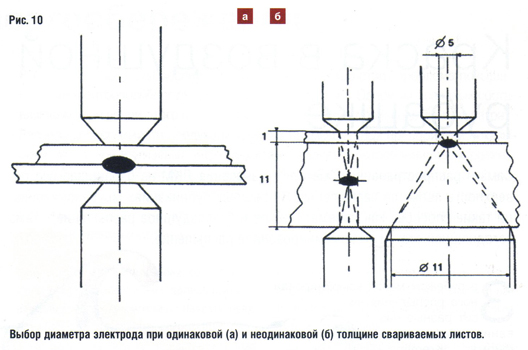
При одновременной сварке пакета из деталей выбор диаметра рабочей поверхности электрода делается по толщине наружных деталей. При сварке разнородных материалов с разными теплофизическими характеристиками меньшее проплавление наблюдается у металла с меньшим удельным электрическим сопротивлением. В этом случае со стороны детали из металла с меньшим сопротивлением применяется электрод с большим диаметром рабочей поверхности dэл или изготовленный из материала с большей теплопроводностью (например, из хромистой бронзы БрХ).
Валерий Райский
Журнал «Оборудование: рынок, предложение, цены», № 05, май 2005 г.
Литература: