- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

 Вторая по счету публикация профессора Ю. Н. Кузнецова в «МТТ» дает редакции право зачислить его в ряды особо уважаемых нами постоянных авторов. Очертив в предыдущей статье (см. «МТТ» №2 за февраль 2002 г. «Перспективы развития технологической оснастки в Украине») весь круг проблем по разработке, изготовлению и внедрению конкурентоспособной техоснастки, автор лишь вскользь (насколько позволяла общая направленность статьи) упомянул о токарных зажимных патронах. В данной работе эта специфическая тема раскрыта со всей возможной полнотой. Учитывая значительный экономический эффект от применения новых зажимных патронов, информация «обречена» на повышенное читательское внимание и широкий практический резонанс.
Вторая по счету публикация профессора Ю. Н. Кузнецова в «МТТ» дает редакции право зачислить его в ряды особо уважаемых нами постоянных авторов. Очертив в предыдущей статье (см. «МТТ» №2 за февраль 2002 г. «Перспективы развития технологической оснастки в Украине») весь круг проблем по разработке, изготовлению и внедрению конкурентоспособной техоснастки, автор лишь вскользь (насколько позволяла общая направленность статьи) упомянул о токарных зажимных патронах. В данной работе эта специфическая тема раскрыта со всей возможной полнотой. Учитывая значительный экономический эффект от применения новых зажимных патронов, информация «обречена» на повышенное читательское внимание и широкий практический резонанс.
«МТТ»
Для повышения технико-экономических показателей и расширения технологических возможностей токарных станков с различными системами управления (одно- и многошпиндельных токарных автоматов и полуавтоматов, токарно-револьверных станков, универсальных токарных станков и токарных станков с ЧПУ, в том числе, входящих в станочные комплексы) на кафедре «Конструирования станков и машин» (KCM) Национального технического университета «Киевский политехнический институт (НТУУ «КПИ») совместно с ООО «ЗМ0К» в содружестве с учеными и специалистами Болгарии созданы новые цанговые и бесцанговые зажимные патроны.
Применение новых зажимных патронов позволяет успешно решать проблемы в области:
 |  |
Для создания новых схем и конструкций цанговых зажимных патронов предложен дифференциально-морфологический метод синтеза, предусматривающий на стадии поиска структур патронов использование эвристических приемов полного, неполного и комбинированного расчленения зажимного элемента, что дает различные основные и дополнительные эффекты, а при полном однонаправленном расчленении - новые принципы зажима или новые качества.
Продольное расчленение зажимного элемента дает эффект высокой осевой точности - исключения осевого смещения (оттягивания) прутка (трубы) при зажиме. В результате применения высокоточных цанговых патронов (рис. 1) с неподвижной в осевом направлении цилиндрической цангой обеспечивается повышение осевой точности и производительности обработки деталей из прутково-трубных заготовок на многошпиндельных токарных автоматах и токарно-револьверных станках.
Высокоточные цанговые патроны в сочетании с демпфирующими упорами (рис. 3) гарантируют осевую точность установки до 0,1 мм, что, кроме того, обеспечивает экономию металла до 10 - 30% за счет устранения вторичной подрезки торца и существенного сокращения припуска на нее до 0,1 - 0,3 мм (вместо 1 - 3 мм при обычных патронах с затяжной цангой). Особенно эффективны такие патроны в подшипниковой промышленности. Расчленение поперек зажимного элемента, делящего его на основной и дополнительный с разнесением вдоль оси патрона, дает эффект радиальной жесткости зажима и позволяет создавать цанговые патроны с двойным зажимом (рис. 3). Применение таких патронов на многошпиндельных токарных автоматах (рис. 3, а)
и токарно-револьверных станках (рис. 3, б) обеспечивает повышение жесткости зажима и режимов резания в 1,5 - 2,5 раза, что приводит к повышению производительности обработки прутково-трубных заготовок при устойчивом процессе резания широкими и фасонными резцами.
Полное угловое расчленение зажимного элемента с разделением на основной и подпружиненный промежуточный дает новый принцип зажима с самонастройкой на отклонение размера заготовки. В результате создана гамма самонастраивающихся цанговых патронов к многошпиндельным (рис. 4, а,б) и одношпиндельным (рис. 4, в) токарным автоматам.
Одним из вариантов исполнения самонастраивающихся цанговых патронов является наличие промежуточных элементов в виде «браслетной» цанги (рис. 5), размещенной в коническом отверстии основной цанги и связанной с ней упругим элементом из двух упругих полуколец. Эти патроны обеспечивают надежный зажим горячекатаных прутков за счет самонастройки (слежение за отклонением размера в пределах 0,5 - 2 мм) при стабильности силы зажима, повышения быстродействия и сокращения комплектов цанг в 2 - 3 раза и исключения необходимости усложнения приводов зажима и шпиндельных узлов - вот далеко не полный перечень достоинств предлагаемых конструкций.
Дальнейшее расширение диапазона работы цанговых зажимных патронов по размеру заготовок возможно за счет гранного (тангенциального) расчленения зажимного элемента, создающего эффект мультипликации хода и образующего основные и промежуточные элементы в одном теле (корпусе цанги), причем последние имеют увеличенный ход в радиальном направлении. Применение широкодиапазонных цанговых патронов в многошпиндельных токарных автоматах (рис. 6, а) и токарно-револьверных станках (рис. 6, б) позволяет сократить время переналадки на другой диапазон закрепляемых диаметров, количество комплектов цанг или сменных вкладышей в 2 - 5 раз и более, надежно зажимать горячекатаные прутки и повысить демпфирующие свойства патронов.
Проблема закрепления прутково-трубных заготовок в одно- и многошпиндельных токарных автоматах и токарно-револьверных станках во всем рабочем диапазоне станков (20.. .40 мм и более) впервые в мире решена за счет применения клиноплунжерных зажимных патронов (рис. 7), реализующих непрерывную схему охвата диапазона диаметров прутков (рис. 8, а), что исключает необходимость наличия комплектов цанг при переходе на другой диаметр обрабатываемой заготовки (рис. 8, б).
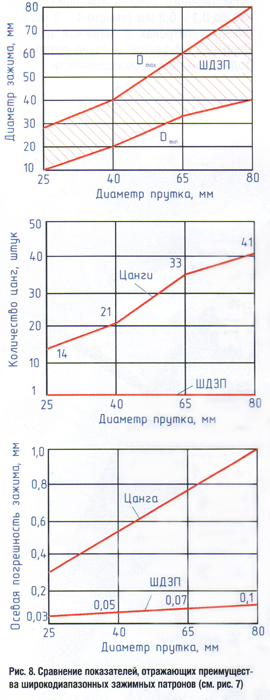 Кроме того, за счет замкнутого закрытого силового контура эти патроны позволяют вести обработку на высоких частотах вращения шпинделя, что повышает производительность обработки и обеспечивает высокую осевую точность зажима (рис. 8, в) по аналогии с высокоточными цанговыми патронами (см. рис. 1).
Кроме того, за счет замкнутого закрытого силового контура эти патроны позволяют вести обработку на высоких частотах вращения шпинделя, что повышает производительность обработки и обеспечивает высокую осевую точность зажима (рис. 8, в) по аналогии с высокоточными цанговыми патронами (см. рис. 1).
Применение быстропереналаживаемых плунжерных зажимных патронов (рис. 9), реализующих новый принцип перенападки изменением положения фасонных зажимных кулачков, гарантирует надежный зажим горячекатаных прутков и штучных заготовок во всем рабочем диапазоне станка без смены зажимных элементов. При этом ручная или автоматическая переналадка патрона на другие диапазоны диаметров осуществляется быстро, что существенно сокращает время вспомогательных движений и повышает производительность токарной обработки. В этих патронах реализована дискретно непрерывная схема охвата в диапазоне отклонения диаметров от 20 до 100 мм и более.
Возможность зажима в широком диапазоне прутковых и штучных заготовок (раздельно или одновременно) обеспечивают широкоуниверсальные зажимные патроны, представляющие комбинацию плунжерных быстропереналаживаемых патронов (рис. 9) и широкодиапазонных (рис. 7).
Для зажима деталей по резьбе в автоматическом цикле разработаны специальные патроны (рис. 10) применительно к многошпиндельным токарным полуавтоматам, снабженные плавающими в осевом направлении зажимными элементами в виде резьбовых вставок, обеспечивающих самонастройку по резьбовой поверхности зажимаемой детали.
Такие патроны целесообразно применять на предприятиях, изготавливающих вентили, клапаны и другие детали арматурной промышленности.
Новым в станкостроении является применение механизмов и технологической оснастки многофункционального назначения, построенных по принципу интеграции (совмещения) функций. К ним можно отнести многофункциональные зажимные механизмы прутковых токарных автоматов, в которых самонастраивающийся цанговый зажимной патрон (рис. 11) выполняет дополнительные функции подающего патрона и упора прутка. Такой механизм заменяет три механизма, требует одного привода вместо двух-трех, снижает металлоемкость в 3 - 5 раз и обеспечивает рабочий цикл в автоматическом режиме в 2 - 3 такта вместо 6-7 тактов: а) зажато; б) разжим - подача; в) набор - зажим.
Возможно и другое совмещение функций, когда подающий патрон выполняет функции зажимного, при этом многофункциональный подающий механизм будет работать тоже в три такта: а) зажато; б) разжим - набор; в) подача - зажим.
Особенно эффективно применять такие механизмы в токарных автоматах с ЧПУ.
Многочисленные теоретические и экспериментальные исследования, а также производственные испытания и широкое внедрение разработок на заводах Украины, России и Беларуси, а также других стран СНГ, Болгарии, Кореи подтвердили работоспособность и эффективность новых разработок на уровне изобретений в условиях дефицита металла, электроэнергии и других природных ресурсов.
Ю. Н. Кузнецов
Журнал «Мир техники и технологий», 06/2002