- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

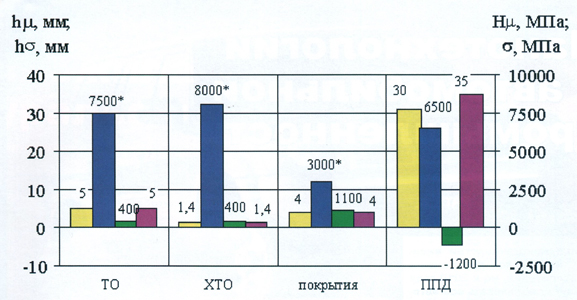
Для повышения долговечности и несущей способности транспортных деталей широко используется метод упрочнения поверхностным пластическим деформированием (ППД).
 Упрочнение выполняется с целью повышения сопротивления усталости и твердости поверхностного слоя металла и формирования в поверхностном слое напряжений сжатия, а также регламентированного микрорельефа.
Упрочнение выполняется с целью повышения сопротивления усталости и твердости поверхностного слоя металла и формирования в поверхностном слое напряжений сжатия, а также регламентированного микрорельефа.
Упрочняющую обработку поверхностным пластическим деформированием применяют на финишных операциях технологического процесса, вместо или после термообработки, и часто вместо абразивной или отделочной обработки.
Поверхностное пластическое деформирование, выполняемое без использования внешнего тепла и обеспечивающее создание поверхностного слоя с заданным комплексом свойств, называют наклепом. В результате наклепа повышаются все характеристики сопротивления металла деформации, понижается пластичность и увеличивается твердость.
Упрочнение металла в незакаленной стали происходит за счет структурных изменений и изменений структурных несовершенств (плотности, качества и взаимодействия дислокаций, количества вакансий и др.), дроблением блоков и наведением микронапряжений. При упрочнении закаленных сталей, кроме этого, происходит частичное превращение остаточного аустенита в мартенсит и выделение дисперсных карбидных частиц.
Поверхностная деформация приводит к образованию сдвигов в зернах, упругому искажению кристаллической решетки, изменению формы и размеров зерен. Интенсивность наклепа (упрочнения) тем выше, чем мягче сталь. На незакаленных сталях увеличение твердости составляет более 100%, на закаленных 10-20%, при глубине упрочненного слоя до 12 и более мм.
Статико-импульсная обработка (СИО) является значительно усовершенствованным процессом ударной чеканки — упорядоченного ударного воздействия на упрочняемую поверхность. Выполняется специальными бойками с помощью механизированного инструмента. Обработка СИО является новым видом обработки поверхностным пластическим деформированием, отличающимся способом подвода энергии в зону деформации. Пластическая деформация металла осуществляется управляемым импульсным воздействием, сообщаемым ударной системой боек-волновод статически нагруженному инструменту. Использование предударного статического поджатия инструмента к обрабатываемой поверхности позволяет увеличить ее площадь контакта с инструментом, способствуя уменьшению искажений передаваемого ударного импульса и уменьшая потери энергии удара.
Технология упрочнения СИО включает следующие этапы: предварительное статическое и последующее периодическое импульсное нагружение инструмента. СИО осуществляется при помощи специально разработанного высокочастотного генератора механических импульсов (ГМИ), позволяющего регулировать энергию и частоту импульсов в широком диапазоне.
Преимуществами СИО перед другими способами ППД являются малая энергоемкость, высокий коэффициент передачи энергии упрочняемой поверхности, возможность воздействия на упрочняемую поверхность управляемым импульсом, компактность устройства для упрочнения, возможность установки его на металлообрабатывающее оборудование.
Технологическими факторами СИО являются: энергия и частота ударов, скорость перемещения заготовки относительно инструмента, величина статического поджима, форма и размеры инструмента, число проходов. Ранее были проведены исследования по оценке влияния энергии ударов и формы деформирующего инструмента. При этом соотношения частоты ударов и скорости перемещения заготовки относительно инструмента, характеризующие кратность силового воздействия, выбирались из условия достаточной плотности расположения пластических вмятин. Для назначения более точных режимов упрочнения СИО, упрощения и удешевления технологии упрочнения СИО необходимо исследовать влияние кратности силового воздействия на характеристики качества упрочненного поверхностного слоя.
Упрочнение СИО было проведено на опытной партии сердечников крестовин стрелочных переводов и ножей грейдерных машин. В результате получен упрочненный поверхностный слой с параметрами качества, позволяющими повысить долговечность этих деталей. Однако при этом были выявлены недостатки технологии упрочнения, повышающие ее трудоемкость и себестоимость. Для их устранения, отладки технологии упрочнения сердечников крестовин стрелочных переводов и ножей грейдерных машин необходимо создание конструкций специальных приспособлений для базирования и крепления этих деталей на операции статико-импульсного упрочнения.
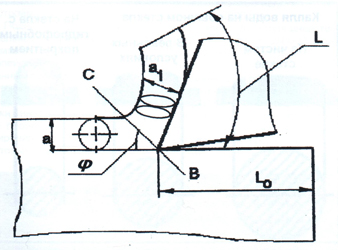
СИО может использоваться и для упрочнения широкой номенклатуры тяжело нагруженных деталей транспортных средств, большинство из которых имеют профильные рабочие поверхности (зубья шлицев, витки резьбы и т.д.), а также галтели. Упрочнение ППД позволяет повысить усталостную прочность таких деталей. Известны способы упрочнения профилей методами ППД, в частности накаткой, при этом глубина упрочненного слоя может составлять 1...2 мм. Однако высокие действующие нагрузки требуют создания упрочненного слоя большей глубины. СИО ППД позволяет получать упрочненный поверхностный слой с глубиной до 8...10 мм и более.