- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

В настоящее время перед отечественным машиностроением остро стоит проблема повышения качества изготовления наукоемкой продукции, решение которой связано с внедрением новых технологий и прогрессивного оборудования с ЧПУ. С учетом значительного износа основных фондов, который в ряде отраслей машиностроения достигает 75 %, при среднем возрасте станков более 20 лет наметилась определенная тенденция к постепенному вытеснению универсальных и специализированных станков с ручным управлением обрабатывающими центрами с ЧПУ, позволяющими существенно снизить трудозатраты, увеличить производительность и качество обработки.
В условиях дефицита свободных и достаточных средств для приобретения новых станков с ЧПУ актуальной становится проблема технического перевооружения машиностроительных предприятий на основе разработки и внедрения технологий модернизации станочного оборудования с ЧПУ. Расчеты показывают, что стоимость работ и комплектующих по модернизации составляет 20...60 % стоимости нового станка.
Можно выделить ряд основных направлений по модернизации станков с ЧПУ:
В типовую структуру КСУ должны входить следующие стандартные функциональные компоненты: устройство ЧПУ или система управления; электроприводы главного движения и подач (с датчиками обратной связи); асинхронные электродвигатели главного движения (с датчиками обратной связи); вентильные электродвигатели подач (с датчиками обратной связи); линейные и круговые датчики измерения перемещений; блоки управления для высокоскоростных двигателей и мехатронных узлов; усилители для приводов главного движения и подач; контрольно-измерительные устройства; блок электроавтоматики; устройства автоматической компенсации (балансировочные, регуляторы давления, расхода и др.).
Архитектура КСУ — понятие более широкое, чем структура. Наряду с типовой структурой, архитектура определяет: конкретную аппаратную базу построения КСУ; мобильность (модульность и открытость) использования КСУ; быстродействие (время выполнения команд или программ); состав программного обеспечения (ПО — операционные системы, системы программирования, доступные языки высокого уровня, библиотеки стандартных программ), определяющий простоту программирования и его характеристики; набор внешних аппаратных интерфейсов (входных и выходных каналов) и их число, определяющих возможности многоканального управления технологическим оборудованием и простоту сопряжения КСУ с оборудованием; внешние (программные) интерфейсы пульта оператора УЧПУ и станочного пульта, которые должны обеспечивать дружественность по отношению к пользователю, простоту управления оборудованием; возможности расширения функций КСУ благодаря модульной структуре и открытости; контрольно-диагностические функции; функции обеспечения безопасности и др.
Обязательным является следующий набор требований к создаваемым КСУ: сохранение и поддержание функций существующих КСУ со стандартным ПО, что позволяет использовать библиотеки наработанных технологических управляющих программ; надежность; оптимальное соотношение цены и качества; удобный интерфейс, в том числе и графический; гибкость, учет всех пожеланий заказчика и спецификации станка; широкое использование графики при работе со станком, его диагностике и наладке; построение системы ЧПУ по двухуровневому принципу: верхний (оперативный) уровень работает под управлением операционной системы Windows NT/2000, а нижний (исполнительный) — ядра реального времени. Это позволяет наиболее полно использовать достоинства Windows NT/2000 на верхнем уровне (без привлечения дорогих программных средств реального времени), а нижнему уровню дает возможность сосредоточиться на задачах реального времени (интерполяции, управлении приводами и другими устройствами электроавтоматики).
Разрабатываемые КСУ предназначены для установки на следующие станки с ЧПУ: фрезерные, сверлильно-расточные, токарные, токарно-фрезерно-сверлильные, в том числе с револьверными головками и электроэрозионные. Адаптация к конкретному типу станка осуществляется с помощью программы электроавтоматики, разветвленной системы параметров, а также поставки дополнительных программных модулей, учитывающих специфику и тип станка.
Одна из основных задач — возможность поставки заказчикам полного набора КСУ от одного поставщика. Поэтому очень много внимания уделяется адаптации структурных составляющих от разных производителей и их отладка при совместной работе.
Комплектные системы управления в целом подразделяются на аппаратные средства и программное обеспечение. К аппаратным средствам относятся:
Вторая компонента КСУ — программное обеспечение, которое подразделяется:
1) на системное ядро подготовки расчетов, включающее интегрированное ПО подготовки управляющих программ, например, система T-FLEX ЧПУ и транслирующее базовое ПО с интерпретатором управляющих программ, поддерживающим ISO 6983 (DIN 66025/26), с возможностью параметрического задания контуров.
Кроме того, интерпретатор обеспечивает перевод управляющей программы в коды станка нижнего уровня и контролирует правильность написания программ с сохранением файла отчета и выводом предупреждающих сообщений об ошибках и возможных способах их устранения, а также причин возникновения. В транслирующее базовое ПО входит транслятор, обеспечивающий синтаксический и семантический контроль с выводом сообщений об ошибках;
2) ядро реального времени, включающее базовое ПО диагностики и наладки, ПО индикации и информации, ПО управления, ПО управления приводами вместе с интерполяторами, ПО работы с датчиками;
3) ПО управления электроавтоматикой.
Структурное построение КСУ приведено на рисунке.
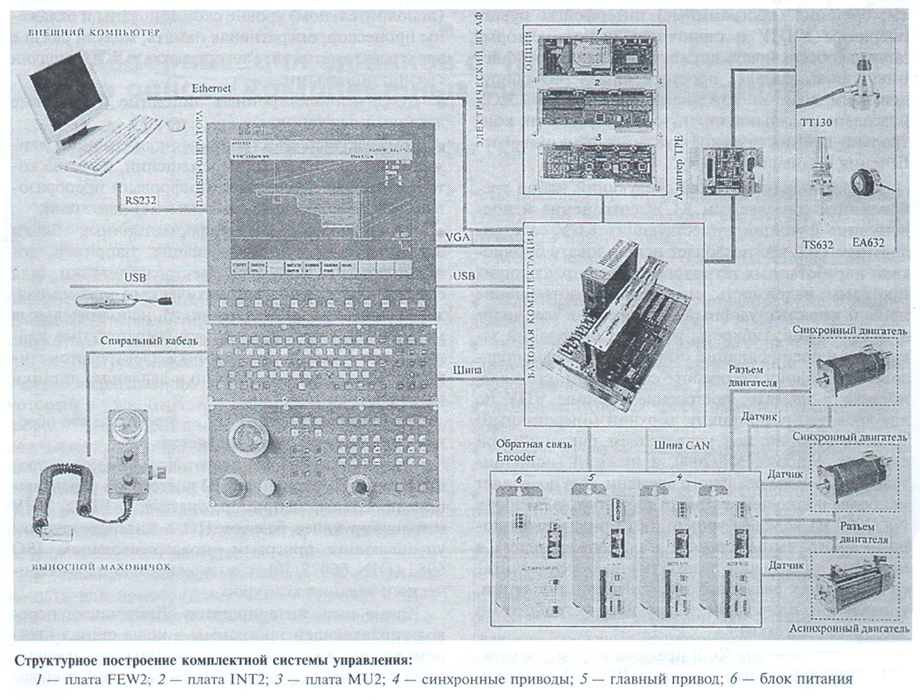
Основными отличительными особенностями представленной архитектуры являются:
В табл. 1 приведены основные комплектующие (новые узлы или системы), установленные (+) на некоторые модернизируемые обрабатываемые центры (ОЦ) с ЧПУ.
Таблица 1
|
Наименование узла или системы |
Модель ОЦ | |||
|
ГПМ-500 |
КМЦ-600 |
ВМ12-500 |
МС12-250 | |
|
Силовой поворотный стол с горизонтальной осью вращения |
+ |
– |
+/+ |
+ |
|
Силовой поворотный стол с вертикальной осью вращения |
+ |
– |
–/– |
+ |
|
Скоростной электрошпиндель в комплекте с преобразователем, датчиком обратной связи и системой охлаждения (на базе импортных электронных и электрических комплектующих изделий) |
+ |
– |
+/– |
+ |
|
Электрошкаф |
+ |
+ |
+/+ |
+ |
|
Асинхронный двигатель главного движения |
+ |
+ |
–/+ |
– |
|
Синхронные двигатели подач |
+ |
+ |
+/+ |
+ |
|
Цифровой электропривод главного движения |
+ |
+ |
–/+ |
– |
|
Цифровые электроприводы подач |
+ |
+ |
+/+ |
+ |
|
Устройство ЧПУ StankoNCTlOO или 32000-CNC |
+ |
+ |
+/+ |
+ |
|
Главный пульт управления ОЦ |
+ |
+ |
+/+ |
+ |
|
Отсчетная система на базе фотоимпульсных датчиков |
+ |
+ |
+/+ |
+ |
|
Примечание. В числителе – высокоскоростное исполнение; в знаменателе – обычное. | ||||
Научно-техническими результатами работ по модернизации станков с ЧПУ являются: разработка и создание отечественной КСУ, включая аппаратное и математическое обеспечение системы ЧГТУ, цифровых приводов, двигателей и измерительных датчиков; технологии модернизации станков с ЧГТУ, прошедших промышленную апробацию; рабочие проекты модернизации станков с ЧПУ различных технологических групп, подготовка сопроводительной документации.
В табл. 2 приведены основные мероприятия по модернизации станков с ЧПУ.
Таблица 2
|
Наименование |
КС12-500 |
6520ФЗ |
КФПЭ 250Н |
СПК 250 |
|
Профилактика станка |
+ |
+ |
+ |
+ |
|
Встройка круговых преобразователей |
+ |
+ |
+ |
+ |
|
Встройка линейных преобразователей |
+ |
+ |
– |
– |
|
Проектирование и изготовление ходовых винтов качения |
+ |
+ |
– |
– |
|
Встройка электрошкафов |
+ |
+ |
+ |
+ |
|
Замена системы ЧПУ |
+ |
+ |
+ |
+ |
|
Замена блоков подач |
+ |
+ |
+ |
+ |
|
Модернизация приводов подач и главного движения (проект и изготовление) |
+ |
+ |
+ |
+ |
|
Дооснащение четвертой и пятой координатами |
+ |
– |
– |
– |
|
Разработка электрической документации |
+ |
+ |
+ |
+ |
|
Корректировка технической документации |
+ |
+ |
+ |
+ |
|
Проектирование и изготовление пультов оператора |
+ |
+ |
+ |
+ |
|
Проверка станка по нормам точности |
+ |
+ |
+ |
+ |
|
Окраска станка |
+ |
+ |
+ |
+ |
|
Сдача станка на деталях заказчика |
+ |
+ |
+ |
+ |
|
Вывоз станка от заказчика и обратная поставка модернизированного и отремонтированного станка заказчику |
+ |
+ |
+ |
+ |
К настоящему времени некоторые организации выполняют работы по модернизации станков с ЧПУ, как правило, на базе импортных комплектующих. На наш взгляд, такой подход имеет определенные недостатки, связанные с закрытостью архитектуры и сложностью математического обеспечения систем управления, а также с относительно высокой стоимостью системы. Расчеты показывают, что стоимость КСУ для двухкоординатного токарного станка не должна превышать 360 тыс. руб., а для трехкоординатного фрезерно-расточного ОЦ с размером стола до 500 мм — 450 тыс. руб., включая все элементы КСУ.
А.А. Кутин, А.Ф. Стрекалов, А.В. Литвинов
Журнал «Ремонт, восстановление, модернизация», №7, 2004г.