- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Новый интерфейс Manual Machine Plus (ММ+) является дополнительным интерфейсом оператора стандартного пользовательского человеко-машинного интерфейса (HMI) для системы числового программного управления Sinumerik 802D solution line. С программным пакетом ММ+ существует возможность простого управления токарными станками с помощью вспомогательных графических экранов как на обычных универсальных станках. Доступ к каждому конкретному функциональному действию на станке, а также параметрирование функций осуществляется с помощью информативных графических экранов быстро и направленно. Встроенный в пакет ММ+ специальный DIN/ISO редактор прост для программирования и автоматически подготавливает программу обработки детали в G-кодах согласно стандартам DIN66025 и ISO dialect.
При программировании также поддерживаются интегрированные в пакет основные циклы для токарной технологии и вычислитель контура для типовых контуров обработки. Входная программа для ММ+ может быть подготовлена как непосредственного из этого интерфейса, так и через стандартное программирование в DIN/ISO на станке или оффлайн в CAD/ САМ системах. Поддерживаются функции реферирования, автоматического измерения инструмента при привязке к заготовке и определения смещений нулевой точки. Также осуществляется выбор необходимого инструмента из таблицы инструментов, определенной в стандартном HMI.
Требования для возможности применения интерфейса ручного управления токарным станком:
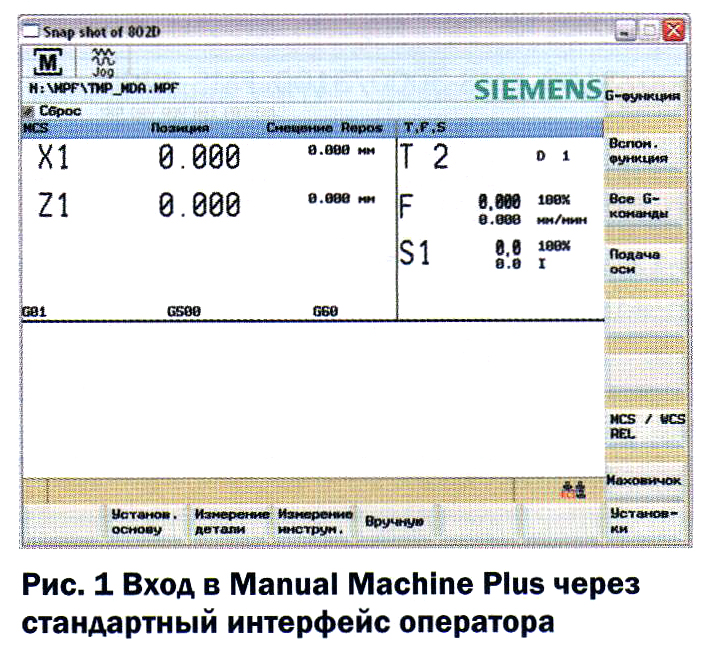
Активизация операторского интерфейса ММ+ осуществляется в режиме управления JOG после запуска системы управления. Для запуска режима ручного управления токарным станком необходимо выбрать программную клавишу "Вручную" (Manual) (рис. 1). Условие запуска и корректной работы ММ+ - отсутствие любых ошибок на СЧПУ.
Выход из рабочей области интерфейса в стандартный HMI происходит по программной клавише "CNC". В главном экране ММ+ (рис. 2) задается тип (мм/об или мм/мин) и величина подачи, ограничение скорости шпинделя при постоянной скорости резания (G96) и активация четырех программных концевых выключателей по осям X и Z; отображается номер активного инструмента в системе.
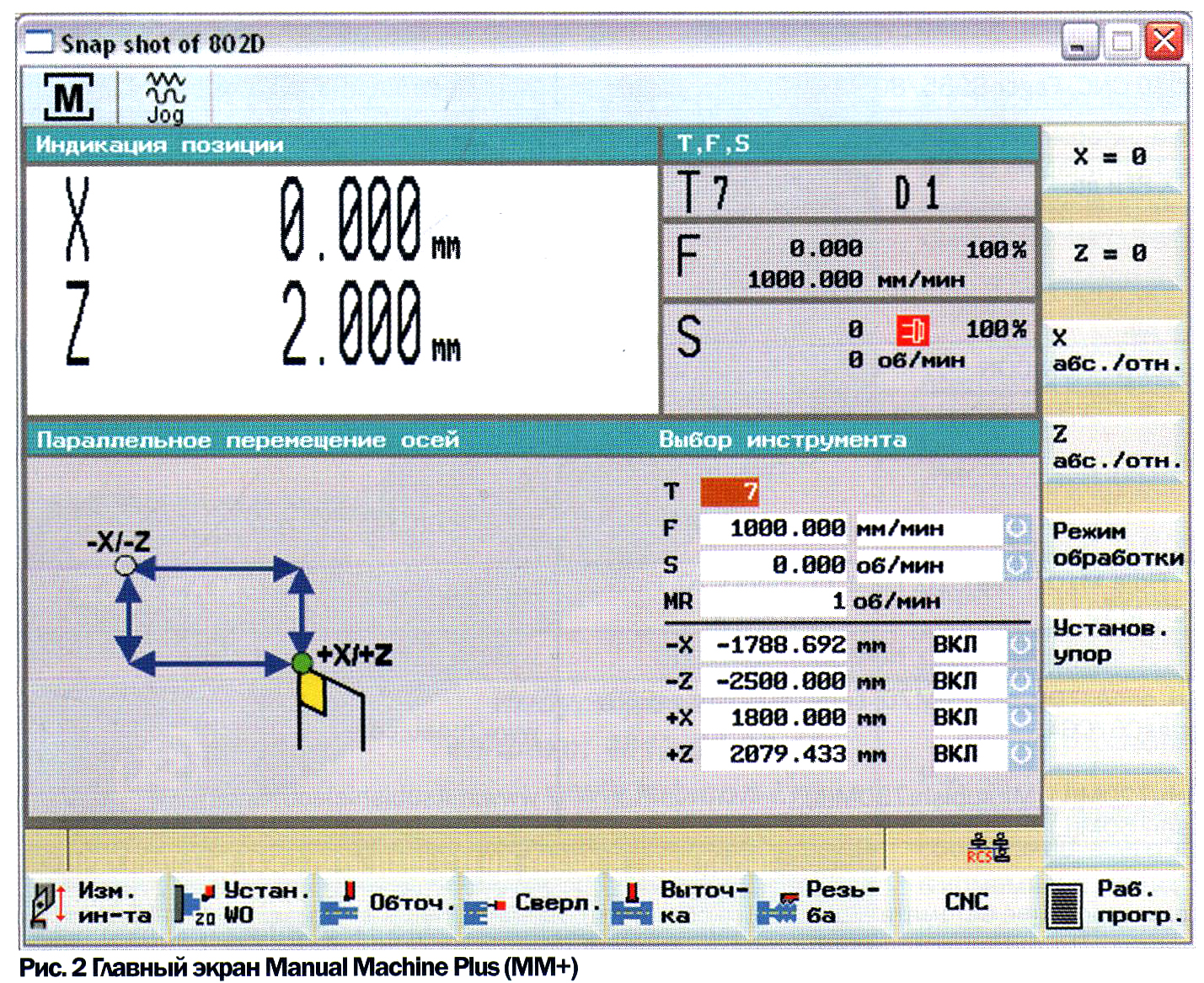
Если скорость шпинделя не определена, активируется скорость, заданная в машинных параметрах для толчкового режима работы JOG. В поле выбора
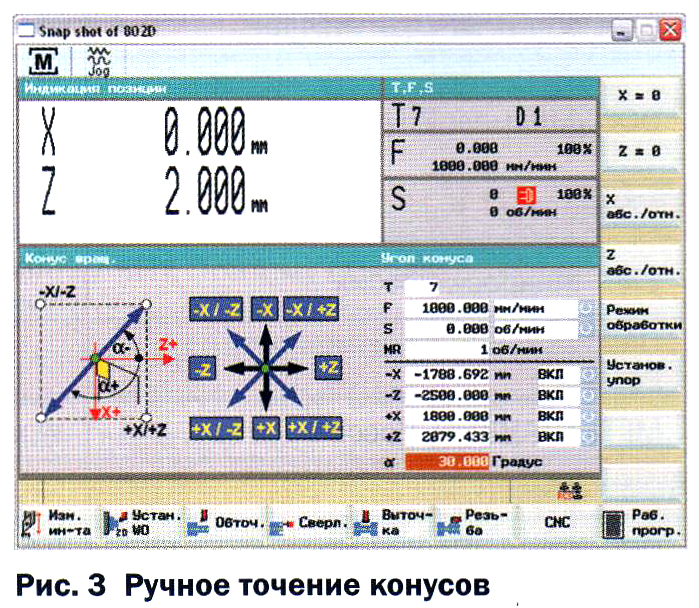
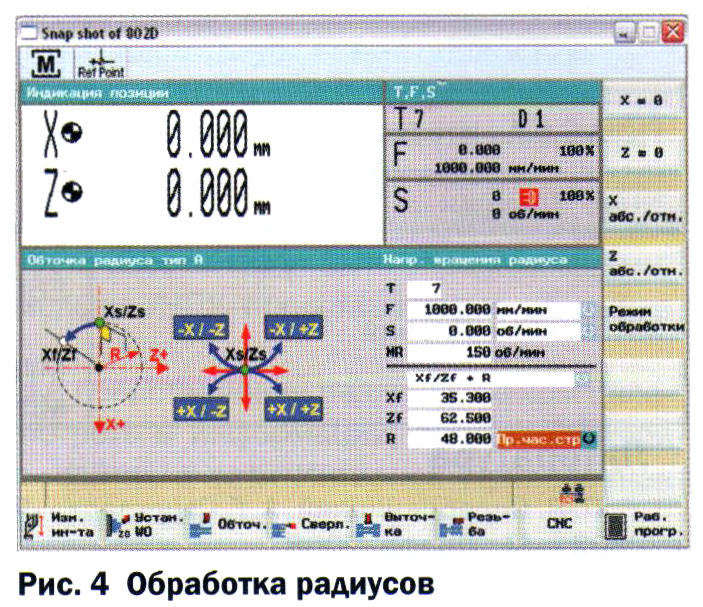
номера активного инструмента задается номер желаемого инструмента из списка инструментов. Режим осепараллельного перемещения используется для простого последовательного точения параллельно осям обработки или для позиционирования осей. Дополнительно присутствуют также и другие режимы обработки: ручное точение конусов (рис. 3) и три типа задания для обработки радиусов А-С (рис. 4).
Для ручного операторского интерфейса ММ+ предлагаются следующие токарные циклы обработки:
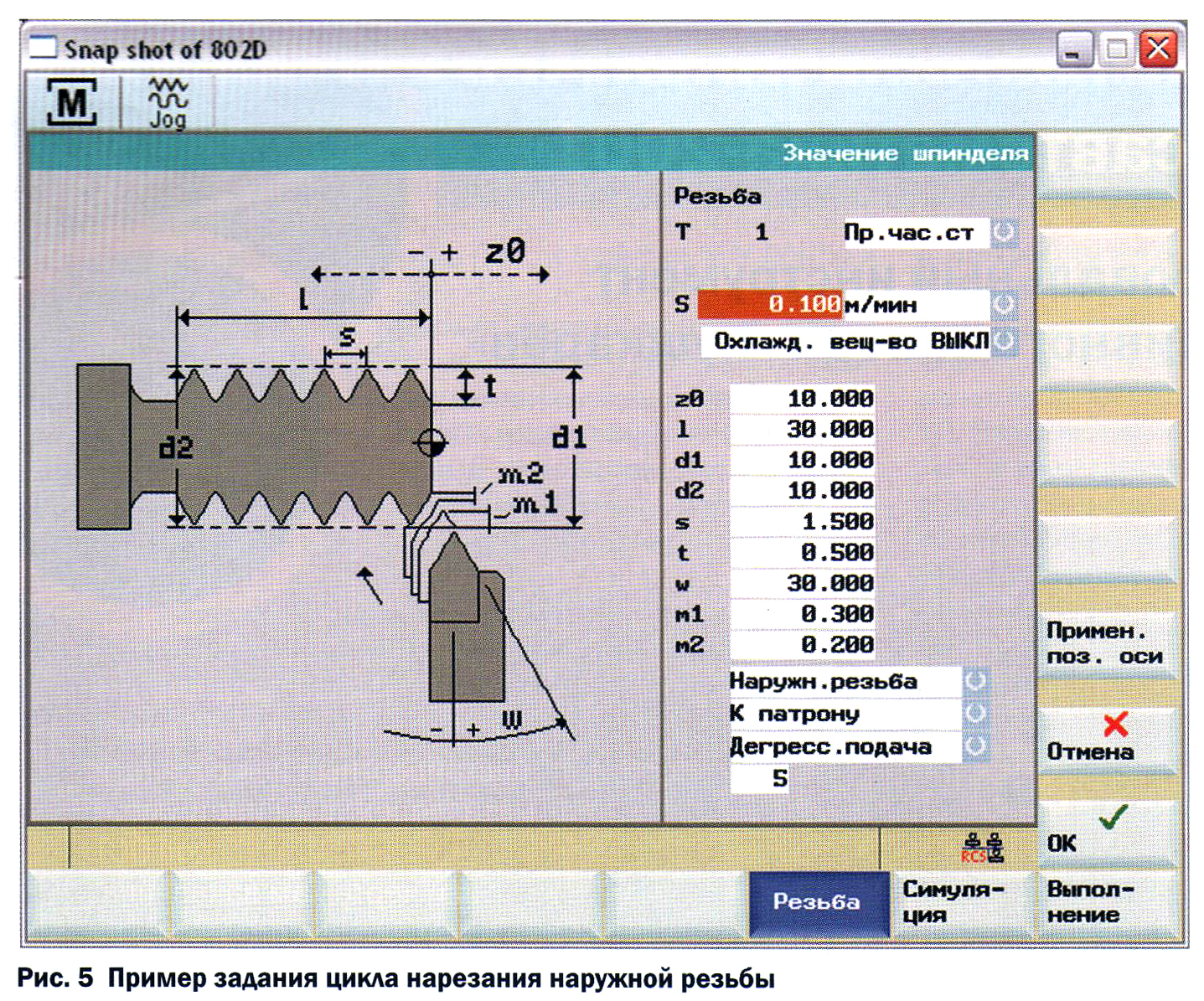
После задания всех параметров для конкретного цикла обработки и подтверждения задания клавишей <0К>, система переходит в режим выполнения станочной операции. Далее цикл может быть активирован клавишей станочного пульта <NC Start>. Если все необходимые условия запуска системы выполнены и параметры цикла заданы корректно, осуществляется непосредственно сам процесс обработки на станке. Цикл обработки может быть прерван в любой момент нажатием клавиши <NC Stop>. Пример графического задания цикла для нарезания наружной резьбы показан на рис. 5.
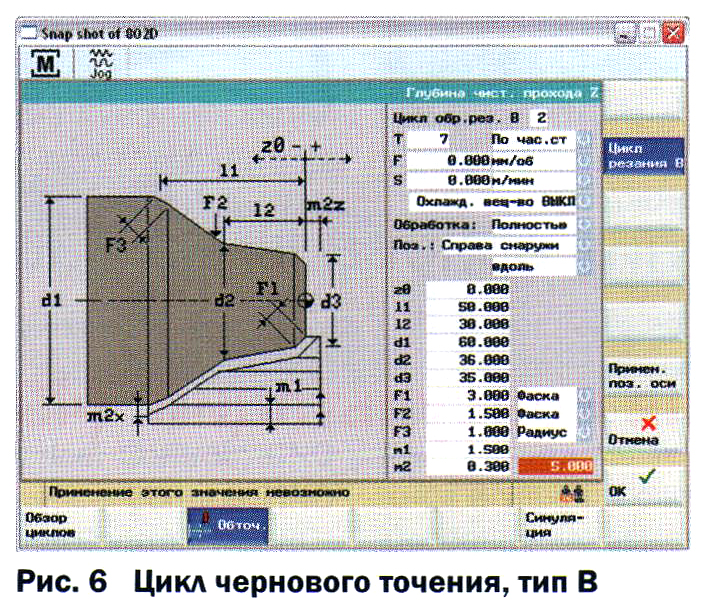
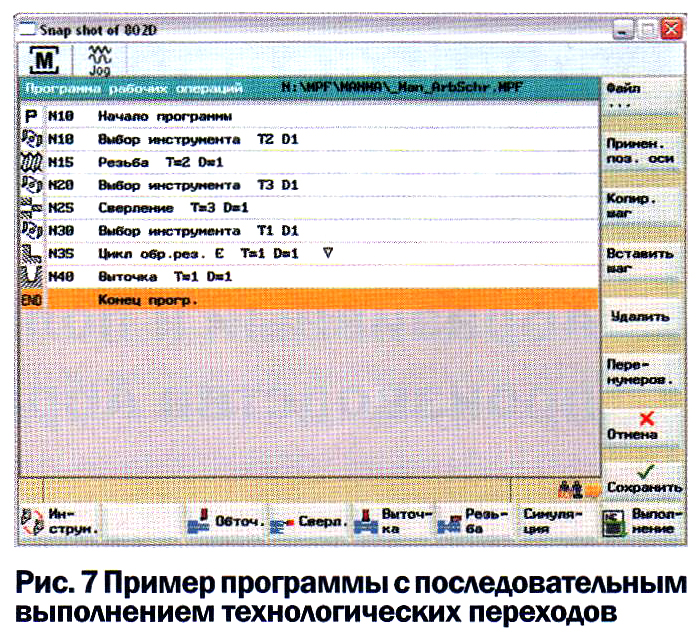
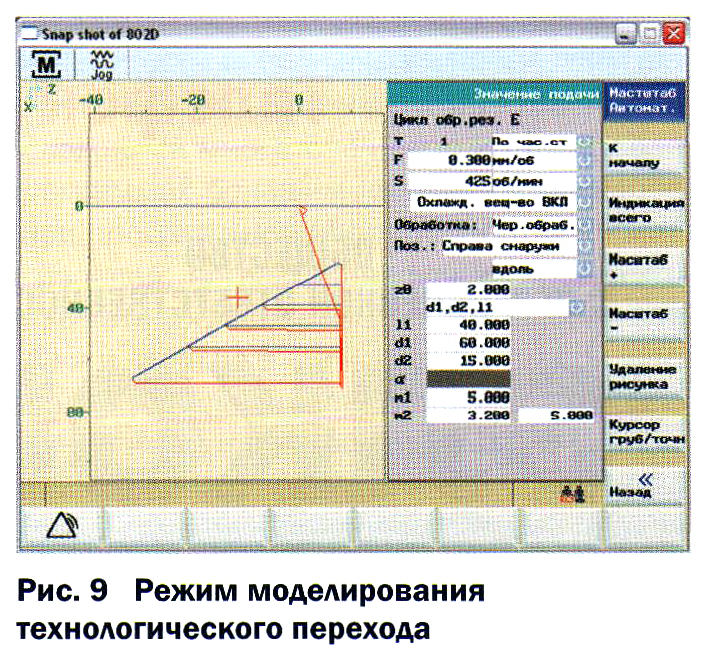
Пример задания цикла чернового точения контура типа В показан на рис. 6. Каждый спараметрированный цикл может быть отработан в режиме симуляции (моделировании) на экране СЧПУ с программной клавишей «Симуляция». Дополнительно к циклам задания типовых контуров существует возможность задания свободного контура заготовки. Таким образом появляется возможность полностью описать контур заготовки путем программирования параметров каждого технологического цикла или режима обработки на детали. Результатом подобного программного описания является последовательность технологических переходов в виде пошагового списка с возможностью просмотра, изменения и моделирования каждого из шагов (рис. 7).
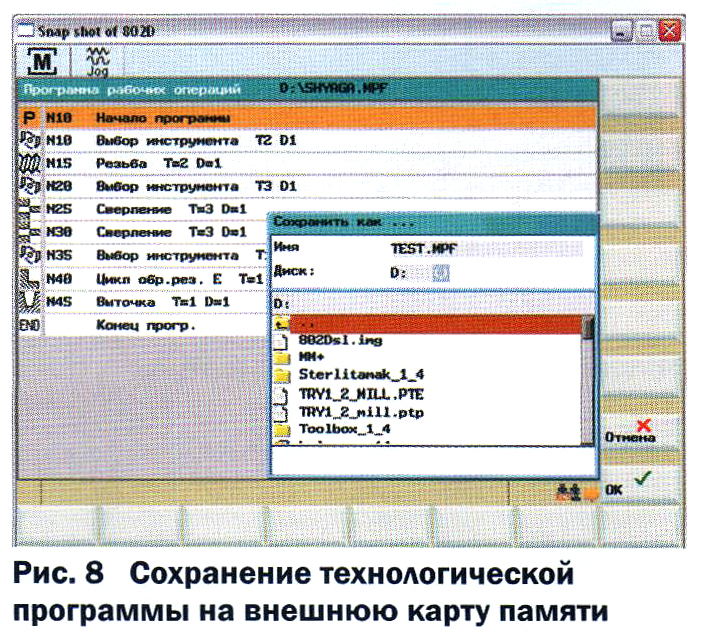
Максимальное количество таких технологических шагов в системе SINUMERIK 802D Solution line с Manual Machine Plus может составлять 390. Запрограммированная подобным образом технологическая программа может быть сохранена как на системе управления, так и на внешнем носителе данных (CF-карта).
Дополнительный интерфейс оператора ММ+ является универсальным средством написания технологических программ обработки, позволяющий без знаний G-кодов и программирования в стандарте ISO обрабатывать вручную разнообразные детали на токарных станках с СЧПУ Sinumerik 802D solution line.ООО "Сименс"
Журнал «РИТМ», май 2008 г.