- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

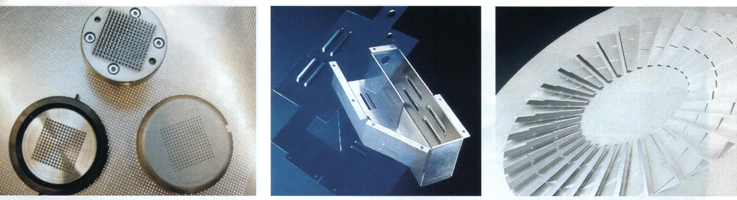
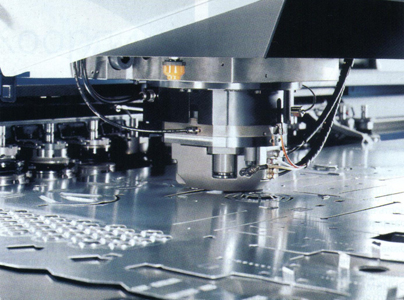
 Современные координатно-револьверные прессы (именно о них пойдет речь в этом обзоре) с числовым программным управлением, фактически являющиеся обрабатывающими центрами, — универсальное оборудование для изготовления деталей из листового материала. На них можно выполнять такие операции, как позиционную пробивку различных по размерам и форме отверстий, вырубку деталей, контурную высечку, зачистку гребешков высеченных контуров, гибку, формообразование, резбонарезание, маркировку. Лучшие образцы этого оборудования являются многопрофильными, обладают высокой производительностью, обеспечивают высокое качество получаемых деталей. Однако прежде чем пойдет разговор о конкретных образцах, буквально несколько слов о терминах.
Современные координатно-револьверные прессы (именно о них пойдет речь в этом обзоре) с числовым программным управлением, фактически являющиеся обрабатывающими центрами, — универсальное оборудование для изготовления деталей из листового материала. На них можно выполнять такие операции, как позиционную пробивку различных по размерам и форме отверстий, вырубку деталей, контурную высечку, зачистку гребешков высеченных контуров, гибку, формообразование, резбонарезание, маркировку. Лучшие образцы этого оборудования являются многопрофильными, обладают высокой производительностью, обеспечивают высокое качество получаемых деталей. Однако прежде чем пойдет разговор о конкретных образцах, буквально несколько слов о терминах.
Терминология
Существует много названий одного и того же оборудования. Координатно-револьверный, координатно-высечной, координатно-пробивной, координатно-вырубной, станок для высечки. Это далеко не полный перечень названий прессов для координатной штамповки. Хотя все они подразумевают одно и то же. Воспользуемся наиболее часто встречающимся определением — координатно-револьверный пресс с ЧПУ, подчеркнув тем самым, что все рассматриваемое оборудование управляется системами ЧПУ.
Внутренние дела
Начнем с отечественной продукции. Хотя бы потому, что нового современного оборудования этого класса в России не выпускается.
Техническая документация на всю гамму координатно-револьверных прессов в СССР разрабатывалась в Воронежском экспериментальном научно- исследовательским институте кузнечно-прессового машиностроения (ЭНИКМАШ). Были изготовлены опытные образцы прессов усилием 160, 400 и 630 кН и вся документация была передана для серийного производства Чимкентскому производственному объединению по выпуску кузнечно-прессового оборудования. Чимкентское ПО освоило выпуск координатно-револьверных прессов с ЧПУ моделей К0122П, К0126П, К0128П и их модификации и моделей ОЦК0126Ф4 и ОЦК0126Ф4-01 (обрабатывающих центров).
В связи с распадом СССР потребность в данном виде оборудования сократилась. Производство на Чимкентском ПО было прекращено. Но по мере оживления промышленности в России востребованность этого оборудования стала возрастать. В настоящее время ЭНИКМАШ возобновил выпуск ОЦК0126Ф4-01. Это единственная «новая» модель координатно-револьверного пресса с ЧПУ, выпускаемая в настоящее время отечественными предприятиями.
Кроме того, оживился вторичный рынок. Поскольку появился спрос, появился и ряд предприятий, которые стали заниматься ремонтом и модернизацией этого оборудования. Одним из них является Воронежское ООО «ПАЛ». В настоящее время наиболее популярными моделями считаются ОЦК0126Ф4 и ОЦК0126Ф4-01. Ремонту и модернизации в основном подвергаются прессы, имеющие незначительный износ механических частей. На таком оборудовании заменяются система программного управления, электроприводы координатных перемещений румынского производства (в связи с отсутствием элементной базы для ремонта) современными отечественными комплектующими. Модернизированная таким образом модель ОЦК0126Ф4 стоит на вторичном рынке оборудования в 3-4 раза дешевле аналогичного импортного оборудования.
Так как вторичный рынок координатно-револьверных прессов с ЧПУ существует уже свыше пяти лет, то прессов с малоизношенной механической частью становится все меньше. В связи с этим ООО «ПАЛ» разработало техническую документацию на модернизацию моделей ОЦК0126Ф4 и ОЦК0126Ф4-01 на одноползунный вариант. В модернизированном прессе модели ОЦК0126Ф4-03 изменяется компоновка узлов пресса, координатный стол дорабатывается с целью увеличения хода с 800 до 1100 мм и повышения его жесткости за счет использования покупных линейных направляющих качения. Упрощается исполнительный механизм привода ползуна за счет сокращения количества ползунов с двух до одного. В то же время в модели ОЦК0126Ф4-03 сохранены лучшие технические решения пресса модели ОЦК0126Ф4.
Вот таким образом обстоят дела у нас дома. А теперь о том, что к нам привозят.
Осваивая российский рынок
Наиболее распространена на российском рынке продукция таких известных мировых производителей, как Amada (концерн японский, однако представляемая в настоящем материале продукция производится на предприятии Amada GmbH из германского города Haan), Trumpf Werzeugmaschinen GmbH + Co. KG (Германия), Bystronic Laser AG (Швейцария), Rainer s.r.l. (Италия), Finn-Power Oy (Финляндия).
Кроме того, предлагаются координатно-револьверные прессы бельгийской фирмы Насо, германской Boschert, а также нескольких итальянских фирм — Euromac, Imac Italia, Simasv, Itek. Ниже речь, в основном, пойдет о продукции компаний, представляющих относительно новые разработки.
Amada
Револьверные станки фирмы Amada представляют собой в своей основе конструкцию, рассчитанную на высокую производительность и точность. Закрытая с обеих сторон рама станка устраняет резонансы и предотвращает выпучивание корпуса станка при высоких усилиях. Многие станки, и эти в том числе, обладают преимуществами, которые обусловлены наличием специальной револьверной головки. Современная высокопроизводительная гидравлика и мощная система ЧПУ гарантируют, что при выполнении вырубных операций и обработке давлением можно использовать максимальные мощности.
Фирма Amada представляет станки серийных рядов EUROPE, VIPROS-King и VIPROS-Queen.
Особенностью серии EUROPE является возможность выполнить станок со значительно увеличенными размерами рамы, что позволяет обрабатывать крупноформатные листы (после подналадки и с поворотами).
Мощный револьверный станок серии VIPROS-2510 KING предназначен для обработки листов среднего формата, при этом обрабатывает очень длинные листы в непрерывном режиме и благодаря своей скорости показывает хорошие результаты. Станки VIPROS- 358 KING и VIPROS-368 KING представляют собой быстродействующие гидравлические револьверные «машины» для среднего и крупного форматов. Они специально сконструированы для тонкой листовой стали. Благодаря высокой частоте ударов, а также высоким скоростям подачи и перемещения, обеспечивают самое короткое время производственного цикла.
Серия VIPROS-Queen — это хорошо зарекомендовавшие себя гидравлические револьверные станки для среднего и крупного форматов. Благодаря большой емкости револьверной головки, наличию четырех поворотных станций и большому вырубному усилию, имеют широкую область применения.
Последняя разработка компании — координатно-револьверный пресс с сервоэлектрическим приводом ЕМ-2510 NT, не требующим техобслуживания. Энергия, высвобождающаяся при торможении, аккумулируется и используется для ускорения. Преимуществами пресса являются высокая тактовая частота и скорость перемещения по осям. При расстоянии 25,4 мм между центрами отверстий число ходов в минуту достигает пятисот.
В прессе ЕМ-2510 NT сочетаются преимущества гидравлической и механической технологии штамповки — пресс с сервоэлектрическим приводом работает так же экономично, как и с механическим приводом, а уровень его шума существенно ниже, чем у машин с гидроприводом. По сравнению с обычными прессами, ЕМ-2510 NT отличается низким энергопотреблением, которое при полной нагрузке не превышает 7 кВт.
Пресс отличается гибкостью при обработке давлением (формовке), например при операциях отбортовки или выполнении Z-образных выступов. Другая особенность пресса — создание вакуума в матрице. Даже если инструмент хоть немного углубляется в металлический лист, вакуум обеспечивает безопасное удаление отхода через матрицу, не создавая помех в процессе обработки.
Пресс ЕМ-2510 NT оснащен системой мультимедийного сетевого управления AMNC фирмы Amada. Если машина подключена к сети, данные могут передаваться непосредственно в машину.

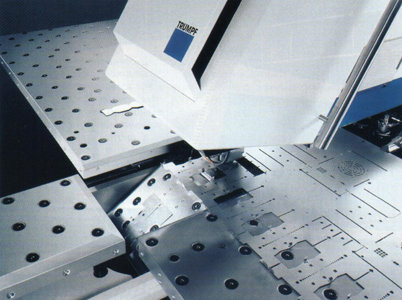
Trumpf
Компания Trumpf также предлагает несколько моделей координатно-револьверных прессов высокого класса — TRUMATIC 5000/2000/2020/500/200 ROTATION. Отличительными признаками прессов Trumpf являются: высокая скорость вырубки, удобный в работе линейный инструментальный магазин, жесткая С-образная рама, наличие гидравлической револьверной головки с возможностью вращения на 360 градусов.
TRUMATIC 5000 ROTATION (TR 5000 R) — станок, обладающий максимальной производительностью. Станок TR 2020 FMC имеет высокую производительность и устройства автоматизации. Он может быть использован при организации автоматизированного, так называемого «безлюдного» производства.
Последней разработкой компании Trumpf являются два станка модели TR 3000 R (TR 3000 R-1300 и TR 3000 R-1600). Они отличаются друг от друга только размерами рабочей зоны.
Револьверная головка TR 3000 R обеспечивает 900 ходов в минуту при пробивке и 2200 — при маркировке. Пресс может обрабатывать контуры, производить резьбообразование и формообразование практически со скоростью пробивки. Ход инструмента и усилие регулируются системой ЧПУ, а также замкнутым гидравлическим контуром управления в зависимости от типа обработки. Длинная беззазорная направляющая обеспечивает высокую точность и центрирование пуансона и матрицы. Прецизионная ось С может поворачивать инструмент на любое число градусов.
Trumpf предлагает большой выбор инструментов для пробивки и формообразования: многосекционную инструментальную систему Multitool с пуансонами разных размеров, специальный инструмент для обработки без царапин, инструмент для маркировки. Multibend — инструмент для отбортовки как на внешних, так и на внутренних контурах. Инструмент Multishear гарантирует получение качественных кромок. За счет применения роликового инструмента Wilson Wheel достигается высокая скорость обработки кромок и формообразования. Этот инструмент представляет интерес для производителей вентиляционной техники и кондиционеров. В процессе формообразования матрица смазывается масляным туманом, что гарантирует высокое качество обработки и увеличивает срок службы инструмента.
Finn-Power
Фирма Finn-Power представляет револьверно-высечные прессы серии F и электромеханические прессы серии Е.
Прессы серии F, оснащенные скоростной гидравликой, обеспечивают как высокую скорость высечки заготовок, так и возможность обработки стандартного листа 1250x2500 мм без перехвата и использования дополнительного оборудования. Прессы этой серии имеют возможность применения системы «upforming» — системы с дополнительным нижним гидравлическим приводом, позволяющим осуществлять операции формовки высотой до 16 мм.
Прессы серии Е являются дальнейшим технологическим развитием прессов серии F и отличаются, прежде всего, электромеханическим приводом. Они также имеют возможность применения системы «upforming». При создании револьверных прессов серии F фирма Finn-Power использует модульную технологию, что удовлетворяет практически все потребности заказчика.
Последней разработкой компании является высокопроизводительный пресс серии С5. Пресс имеет сверхжесткую, свободную от остаточных напряжений О-образную сварную станину. Силовая гидросистема позволяет развивать силу удара до 300 кН с частотой ударов до 1100 в минуту при шаге 1 мм и 420 ударов в минуту при шаге 25 мм.
Отличительными особенностями пресса серии С5 являются:

Bystronic
Координатно-револьверные прессы серии Р компании Bystronic имеют широкий диапазон возможностей. Пресс может выполнять пробивку фасонных отверстий, локальное формообразование всех видов, нарезку резьбы.
Высокая производительность прессов определяется скоростью движения листа (до 130 м/мин); быстродействием привода инструмента (до 500 ударов в минуту при шаге 25 мм); быстродействием мультимикропроцессорной системы ЧПУ фирмы, созданной специально для координатно-револьверных машин и полностью автоматизированных комплексов; применением кассетных инструментов, для которых время переключения с одного инструмента Orbittool на другой составляет 0,2-0,6 секунд.
Высокое качество обработки обеспечивается применением запатентованного механизма крепления инструментов (система Optitool). Пуансоны размещаются в головке без промежуточных звеньев (револьверов и т. д.) и имеют специальные удлиненные держатели для обеспечения высокой точности позиционирования инструмента даже при максимальных нагрузках. Стол перемещается по четырем поперечным направляющим.
При необходимости резки тонкого листа по сложному контуру вместо малопроизводительной и дорогой вибрационной высечки применяется специальный роликовый инструмент Wilson. Такая возможность обеспечивается непрерывным индексированием инструмента и высокой точностью его позиционирования по вертикали. Скорость резки тонкого листа роликовым инструментом Wilson может достигать 20-30 м/мин и более.
Прессы могут использовать любой из известных инструментов, в том числе в одном магазине может быть установлен инструмент различных производителей. Это обеспечено применением специальных адаптированных держателей, увеличивающих базу инструмента по вертикали. Таким образом, пресс может быть укомплектован магазинами, в которых возможно разместить и автоматически использовать до 472 инструментов. Эту возможность трудно переоценить в условиях современных безлюдных производств.
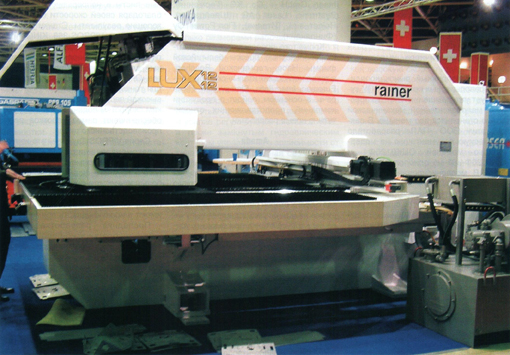
Rainer
Фирма Rainer предлагает револьверные прессы для обработки листа размерами от 1270x1000 до 2500x1500 мм и усилием штамповки от 20 до 30 тонн. Имеется возможность автоматического перепозиционирования листа по оси X.
Все прессы оснащены револьверной головкой орбитального типа, при которой верхняя и нижняя части револьверной головки вращаются по отношению друг к другу со смещением. Револьверная головка выполнена из чугуна со специальным составом и затем отожжена для выравнивания внутренних напряжений, чтобы гарантировать отсутствие деформации в течение длительного периода времени. Инструмент диаметром до 12,7 мм устанавливается непосредственно в корпус головки, а инструмент диаметром свыше 12,7 мм — через термообработанные направляющие втулки. Смазка каждой втулки осуществляется с помощью системы ЧПУ. Процесс смазки программируется.
Интересным с технической точки зрения является запатентованное устройство безопасности, которое немедленно отключает станок в случае попадания стружки или кусочка металла в рабочую зону.
Благодаря применению инструментальной головки орбитального типа значительно сокращается время переналадки, имеется возможность визуального контроля за матрицами, а также гарантируется практически беззазорная установка матриц с высокой степенью точности и обеспечивается идеальное центрирование пуансона и матриц в зоне вырубки.
Револьверные прессы серии ТОР с системой сдвоенной оси Y являются одними из самых быстродействующих. Максимальное число ходов составляет более 1000 в минуту. Благодаря применению сдвоенной оси X достигается высокая точность позиционирования (до 0,04 мм).
Выбранная фирмой Rainer система гидравлики является шумопоглощающей. Система построена на насосе двойного действия, с помощью которого возможно радикально уменьшить уровень шумообразования. Так как удар штампа о лист амортизируется, то в связи с этим работают только силы, необходимые для соответствующего процесса штамповки, при этом расход энергии снижается до минимума.
Техническое исполнение станков фирмы Rainer серии ТОР позволяет выполнять не только пробивку, но и другие виды обработки, например: комплексное формообразование, нарезку различных видов резьбы, а также нанесение различных символов и надписей (маркировка). Станки оснащены системой управления Sinumerik 840D.
И другие производители
Компания Euromac представляет четыре модельных ряда (всего тринадцать моделей) координатно-револьверных прессов с максимальной рабочей зоной до 1300x2000 мм за один проход без репозиционирования. Автоматическая система репозиционирования листа прессов Euromac позволяет осуществлять пробивку в зонах зажима на листах длиной до 10000 мм и на полосах шириной до 40 мм. Легкая в использовании панель управления делает программирование деталей быстрым, простым и интуитивным. Все машины Euromac оснащаются по выбору столами с рабочей поверхностью из закаленной стали, шариковыми или щеточными столами. Прессы Euromac хорошо подходят для автоматической и полуавтоматической пробивки различных типов материалов.
 Пресс Punchmaster 310 компании Насо с усилием до 300 кН подходит как для единичного, так и для массового производства. Цельносварная станина, прошедшая соответствующую термообработку, обеспечивает высокую точность станка на протяжении длительного периода эксплуатации. На станке установлена удобная система ЧПУ с графическим интерфейсом.
Пресс Punchmaster 310 компании Насо с усилием до 300 кН подходит как для единичного, так и для массового производства. Цельносварная станина, прошедшая соответствующую термообработку, обеспечивает высокую точность станка на протяжении длительного периода эксплуатации. На станке установлена удобная система ЧПУ с графическим интерфейсом.
Еще точнее
Там, где необходима сверхточность в отбортовке, альтернативным решением является использование комбинированной обработки на лазер-прессе.
Лазерная технологическая установка конструктивно вписывается в схему пресса (обрабатывающего центра) как один из исполнительных механизмов. Лазерная резка выполняется на специальной позиции. Луч лазера направляется к одному из двух оптических резаков, расположенных на раме, установленной рядом со станиной пресса.
В конструкции внешней оптической системы лазера предусмотрена возможность точной юстировки луча и положения фокуса объектива в пространстве, смены газов продувки, изменения мощности излучения лазера и давления газов продувки. Газы и шлаки отсасываются из зоны резки мощным отсасывающим устройством, что улучшает качество реза. Включение и выключение лазера, перемещение зеркал оптической системы и другие функции лазерной установки контролируются системой ЧПУ.
Здесь, правда, необходимо сказать, что такое совмещение (револьверного пресса с установкой лазерной резки) существенно удорожает комплекс. Современные обрабатывающие центры на базе револьверных прессов и лазерных установок фирм Finn-Power и Trumpf стоят более миллиона евро.
Системы программирования
Как правило, программное обеспечение поставляется вместе с прессами, однако для расширения возможностей можно воспользоваться продукцией специализированных предприятий, среди которых продукт Unigraphics американской компании EDS, представляющий собой CAD/CAM/CAE-систему для сквозного промышленного проектирования изделий. В настоящее время его используют около 500 компаний по всему миру.
В частности, модуль UG/Sheet Metal Design содержит набор функций, специально предназначенных для проектирования деталей из листового материала. Предусматривается выполнение полной и частичной развертки детали с учетом технологических условий ее деформации. При выполнении операций построения могут использоваться таблицы разрешенных значений для величины толщины листа, радиусов гиба и других параметров.
Модуль UG/Advanced Sheet Metal Design позволяет проектировать листовые детали, которые изготавливаются штамповкой, вытяжкой и формовкой. Основные функции — отгиб вдоль криволинейного ребра, соединительная поверхность, построенная между двумя телами. В качестве геометрии построения соединительной поверхности могут использоваться ребра, кривые. Модуль содержит функции развертки сложных, неразворачиваемых поверхностей, которые используют различные алгоритмы, характерные для разных техпроцессов и материалов.
Для программирования координатно-револьверных прессов и лазерной резки деталей из листового металла, спроектированных в UNIGRAPHICS, используется модуль UG/Sheet Metal Fabrication. Он автоматически программирует операции вырубки для таких элементов, как круглые или прямоугольные отверстия, или же пользователь сам может программировать операции вырубки в интерактивном режиме, используя удобный интерфейс UNIGRAPHICS, базирующийся на стандарте Motif и использовании пиктограмм.
Модуль UG/Sheet Metal Nesting применяется для оптимальной раскладки множества копий деталей на листовую заготовку. Пользователи выбирают, какие детали следует раскладывать, какое количество копий и какие заготовки использовать. «Автоматическая раскладка» позволяет пользователю выбирать между альтернативными стратегиями, контролируя размещение раскладываемых деталей. Программа оптимизирует смену инструмента и вырубку деталей для минимизации перемещения листа. В состав модуля также входит интерактивное приложение по раскладке, дающее возможность пользователю графически указывать местоположение детали на листе.
P.S.
В приведенной таблице содержится только малая часть предлагаемой на российском рынке продукции. В основном, это новинки. А в общем, если потребуется, выбирать есть из чего. И по размерам, и по степени автоматизации, и по набору опций. Что же касается стоимости этого оборудования, то цены тоже разные, хотя в целом, конечно, новые координатно-револьверные прессы с ЧПУ дешево стоить не могут. Хотя, что понимать под словом дешево? Например, стоимость базовых моделей прессов фирмы Euromac доходит до ста тысяч евро. Прессы Amada, Trumpf, Bystronic стоят дороже.
Координатно-револьверные прессы с ЧПУ
|
Модель, фирма |
Усилие пробивки |
Макс. рабочая область листа (без автоперехвата) |
Макс. толщина листа |
Макс. масса листа |
Скорость перемещений, м/мин |
Точность позиционирования
|
Кол-во инструментов
|
Макс. число ударов
|
Мощность | |
|
|
кН |
мм |
мм |
кг |
по Х |
по Y |
мм |
|
|
кВт |
|
ЕМ-251ONT, Amada |
200 |
2500x1270 |
3,2 |
150 |
100 |
80 |
0,07 |
45 (-) |
1000 |
7,0 |
|
ТС 3000 R-1300, Trumpf |
180 |
2550x1280 |
6,4 |
150 |
90 |
60 |
0,1 |
19 (190) |
900 |
- |
|
С5, Finn-Power |
300 |
2530x1270 |
8 |
200 |
116 |
116 |
0,05 |
20 (135) |
1100 |
24 |
|
СХ1250/30-2000, Euromac |
300 |
2000x1250 |
6 |
80 |
30 |
50 |
- |
- |
340 |
5,5 |
|
7000 CNC Multitool, Simasv |
300 |
2100x1100 |
6 |
100 |
40 |
40 |
- |
- |
450 |
4 |
|
Evolution CYC-Z, Boschert |
280 |
1500x1000 |
6,4 |
- |
100 |
70 |
0,05 |
- |
400 |
- |
|
Punchmaster 310, Haco |
300 |
1520x1050 |
8 |
80 |
50 |
50 |
0,05 |
- |
200 |
6 |
|
ОЦК0126.Ф4.01, ЭНИКМАШ |
400 |
1600x1000 |
6 |
- |
60 |
60 |
0,125 |
28 |
20 |
- |
Сергей Заякин
Журнал «Оборудование: рынок, предложение, цены», № 08, август 2004 г.