- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Данная группа станков широко распространена на деревообрабатывающих предприятиях различного размера и производственных условий, поскольку возможности данного вида оборудования не ограничиваются одной или двумя однотипными операциями.
Основные операции, которые выполняются на комбинированных станках:
Кроме вышеперечисленных основных операций на некоторых моделях комбинированных станков можно также производить шлифование поверхностей, в том числе торцов деталей, и заточку дереворежущего инструмента.
О потребителях комбинированных станков
Как показывает мировая практика, основными потребителями данных станков являются малые и индивидуальные предприятия по изготовлению: мебели, преимущественно из массивной древесины; столярно-строительных изделий, в том числе оконных и дверных блоков, например из дуба, а также деталей для деревянного домостроения.
Что же касается российских условий, то на сегодняшний день картина выглядит следующим образом. В бывшем СССР комбинированные станки выпускались следующих моделей:
В результате преобразования в СНГ три из четырех указанных заводов оказались за пределами России, т. е. РФ практически лишилась заводов-изготовителей данных станков, что и явилось значительным препятствием при создании малых и индивидуальных деревообрабатывающих предприятий, особенно в глубинных лесоизбыточных районах нашей страны.
Конечно, потребительская ниша по данным станкам к настоящему времени частично закрыта за счет поставок импортных моделей, а также освоения их рядом российских станкозаводов, но при этом цены значительно возросли, что затруднило создание мини-цехов (мастерских) в тех же периферийных лесхозах и леспромхозах.
Комбинированные станки для индивидуального пользования
Ярким представителем среди станков данной группы является модель СКН-1 (рис. 1), освоенная Тюменским станкозаводом. На этом станке выполняются такие технологические операции, как: пиление, фугование, рейсмусование, фрезерование пазов и сверление отверстий.

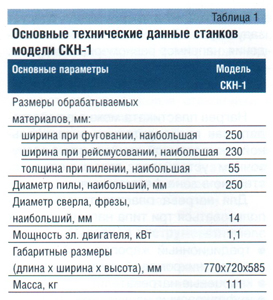
Основные характеристики СКН-1 приведены в таблице 1.
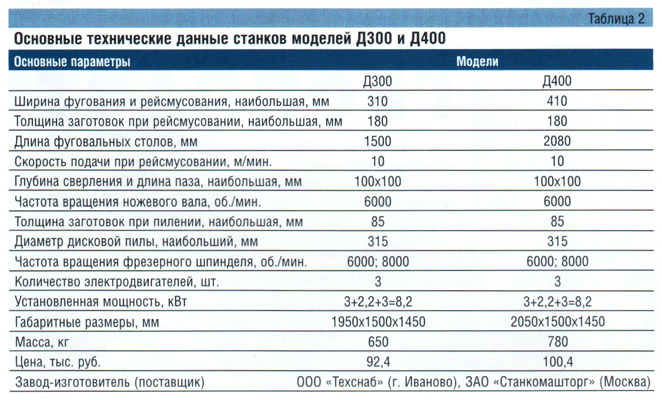
Перечисленные выше технологические операции можно также выполнить на комбинированных станках моделей Д 300 и Д 400 (рис. 2), которые обеспечивают более высокую производительность, и поэтому их эксплуатация целесообразна на малых предприятиях.

Основные технические данные Д 300 и Д 400 приведены в таблице 2.
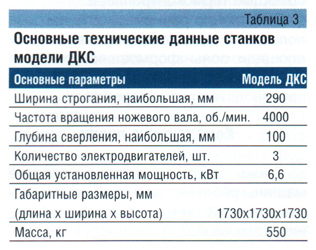
На малых предприятиях, особенно расположенных в регионе Кировской и смежных с ней областей, также целесообразно использовать комбинированный станок модели ДКС (рис. 3), выпуск которого освоен предприятием «Молот» (г. Вятские Поляны).
Для информации читателей о комбинированных станках в качестве примера приведено краткое описание станка ДКС.
На станине 1 установлены передний 10 и задний 3 базовые фуговальные столы, а также линейка 8, необходимая при фуговании «в угол». Вертикальное перемещение рейсмусового стола 5 осуществляется при помощи маховика 2 на требуемый размер толщины обрабатываемой детали. Вертикальное перемещение фрезерного шпинделя при настройке на размер фрезеруемого профиля осуществляется маховиком 4, а базирование при продольном фрезеровании — линейкой 6. Безопасность работы фрез обеспечивается ограждением 7. Настройка по высоте стола 12 сверлильного узла производится станочником с помощью маховика 13, а перемещение стола с закрепленной 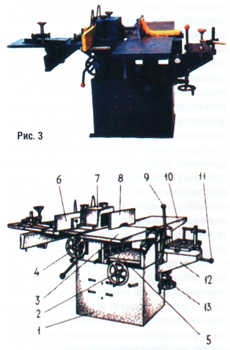 на нем деталью в процессе выборки паза — рукоятками 9 и 11.
на нем деталью в процессе выборки паза — рукоятками 9 и 11.
К основным операциям, выполняемым на данном станке, также относится пиление продольное, поперечное и под углом.
Основные технические параметры ДКС приведены в таблице 3.
Комбинированные станки производства Болгарии моделей К5-260, К5-320 и К5-400 обеспечивают выполнение следующих операций: пиление, фугование, рейсмусование, фрезерование и сверление.
Основные технические данные станков модели К5 приведены в таблице 4.
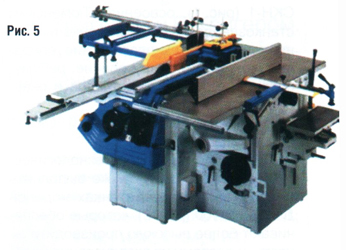
Заслуживают внимания комбинированные станки моделей (L)X-310 и Х-260 (рис. 4) фирмы Robland (Бельгия) благодаря оригинальному решению ряда узлов. Так, например, ограждение пилы поднимается, опускается и наклоняется вместе с ней, при этом пила и ограждение убираются в стол без применения инструментов в считанные секунды. В зависимости от размеров обрабатываемых деталей (щитов) станки по желанию потребителей комплектуются так называемыми малой или удлиненной каретками, а также системой удлиненных направляющих. Применение последних позволяет увеличить длину пропила с 960 до 1290 мм.
Максимальная толщина простроганных деталей при рейсмусовании — до 230 мм. Наибольший диаметр применяемых фрез — 180 мм, что обеспечивает фрезерование шипов (проушин) длиной до 70 мм.
На указанных станках можно выполнять операции по пилению (высота пропила — до 85 или 100 мм), фугованию, рейсмусованию, сверлению и пазованию.
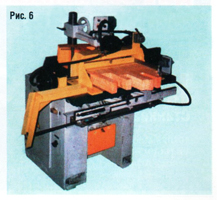
На станке модели М-410 (рис. 5) фирмы «Мака» (Германия) кроме вышеназванных операций можно проводить еще токарную обработку деталей и шлифование.
Специализированным комбинированным станком является модель СФШО-1.2 (рис.6), изготавливаемый ООО «Технология развития» (г. Муром), на котором можно выполнять следующие операции:
Основные характеристики станка СФШО-1.2 приведены в таблице 5.
Отличительной особенностью этого станка является использование пневмопривода для перемещения каретки.
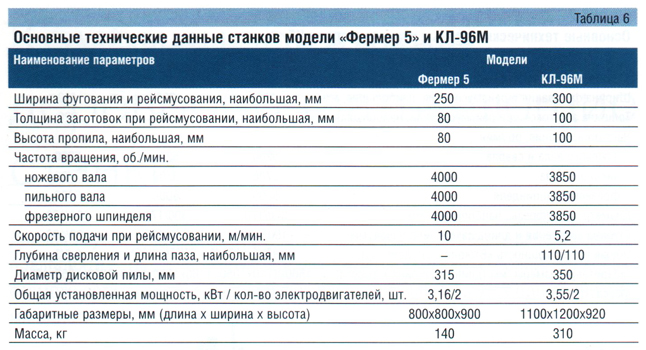
Основные технические данные еще двух моделей комбинированных станков приведены в таблице 6.

Владилен Виноградский, Петр Ланда
Журнал «Оборудование: рынок, предложение, цены», № 05 май 2005 г.