- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

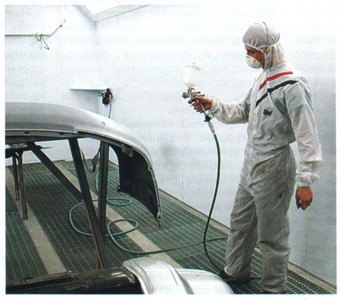
 Нанесение жидких лакокрасочных материалов методами распыления связано со значительным загрязнением окружающего воздуха аэрозолем ЛКМ и парами растворителей, что делает процесс окрашивания небезопасным в санитарном и пожарном отношениях. Для того чтобы создать нормальные санитарно-гигиенические условия работы персонала и исключить возможность образования пожаро- и взрывоопасных концентраций красочного аэрозоля и растворителей в рабочем помещении, окрашивание обычно производят в специальных распылительных камерах (кабинах).
Нанесение жидких лакокрасочных материалов методами распыления связано со значительным загрязнением окружающего воздуха аэрозолем ЛКМ и парами растворителей, что делает процесс окрашивания небезопасным в санитарном и пожарном отношениях. Для того чтобы создать нормальные санитарно-гигиенические условия работы персонала и исключить возможность образования пожаро- и взрывоопасных концентраций красочного аэрозоля и растворителей в рабочем помещении, окрашивание обычно производят в специальных распылительных камерах (кабинах).
Эти камеры обеспечивают максимальное удаление загрязненного воздуха из зоны распыления и его очистку. Кроме того, применение таких камер позволяет повысить качество лакокрасочного покрытия. В настоящем обзоре мы рассмотрим устройство окрасочных камер и принципы их работы.
Что такое окрасочная камера?
Распылительная окрасочная камера представляет собой закрытую или частично закрытую установку, оборудованную интенсивной вентиляцией. Основными элементами камеры являются корпус, вытяжной или приточно-вытяжной вентиляционный агрегат и фильтры для очистки воздуха. Корпус камеры, служащий для ограждения зоны окрашивания от помещения цеха, состоит из металлического каркаса и закрепленных на нем листовых панелей ограждения, изготовленных из оцинкованной стали. Корпус может быть сварным либо собранным из отдельных секций, скрепленных между собой болтами. Внутри камеры размещается окрашиваемое изделие. Для освещения в камере на стенах и потолке с внешней стороны корпуса через отдельные остекленные проемы установлены лампы во взрывобезопасном исполнении (люминесцентные или лампы накаливания). Рабочие места маляров расположены внутри камеры или вне ее. Красочный аэрозоль и пары растворителей, которые образуются в процессе окрашивания, удаляются из зоны распыления при помощи вытяжной вентиляции. В стенках корпуса камеры расположены закрываемые или открытые транспортные проемы для прохода через нее окрашиваемых деталей; рабочий проем (если рабочее место маляра находится вне камеры); дверной проем для входа в камеру; нижний или боковые проемы для отсоса загрязненного воздуха. На потолке камеры может размещаться проем для подачи чистого воздуха. В зависимости от конструкции окрасочной камеры ее входы (проходы) изолируются от производственных помещений либо закрывающимися дверями, либо при помощи воздушных или водяных завес, либо жесткими или эластичными шторами. Под воздушной завесой понимается направленный поток воздуха, препятствующий поступлению из камеры загрязненного воздуха.
Окрасочные камеры должны отвечать следующим требованиям:
Вентиляция окрасочных камер
Вытяжной вентиляционный агрегат предназначен для отсоса воздуха из камеры. В его состав входит вентилятор, электродвигатель, всасывающие и нагнетательные воздуховоды. Число вентиляторов и электродвигателей может быть различным и зависит от конструкции вентиляционного агрегата. Выбор вентилятора для конкретной камеры определяется такими фактора ми, как количество отсасываемого воздуха и сопротивление системы воздуховодов и фильтра. В распылительных камерах чаще используются вентиляторы низкого и среднего давления — осевые или центробежные. Конструкция и материалы вентиляторов и электродвигателей исключают возможность искрообразования. На воздуховоде за вентилятором устанавливают обратный клапан, который предотвращает приток холодного воздуха в камеру и окружающее помещение при отключении вентилятора. Вентиляционный агрегат должен быть сблокирован с устройствами, подающими ЛКМ и сжатый воздух к краскораспылителям, чтобы обеспечить отключение подачи краски и воздуха и включение звуковой или световой сигнализации при остановке вентилятора или снижении его производительности по сравнению с расчетной.
Камеры, в которых производится окрашивание средних и крупных изделий, кроме вытяжной вентиляции оборудуются также и приточной — для подачи чистого воздуха. Подача воздуха обычно осуществляется через специальный короб по всей площади потолка камеры. Потолок, представляющий собой нижнюю поверхность короба, выполнен в виде решетки, на которую укладывают слой фильтрующего материала, служащий последней ступенью очистки подаваемого воздуха и обеспечивающий равномерное распределение воздуха по всей площади потолка. Подвод воздуха к коробу бывает горизонтальным или вертикальным, а в камерах большой длины воздух подводится с двух сторон. Приточно-вытяжные агрегаты могут иметь как моноблочное исполнение, когда приточная и вытяжная системы объединены в едином корпусе, так и раздельное.
 С водяной и сухой фильтрацией
С водяной и сухой фильтрацией
Фильтры, очищающие отсасываемый воздух от красочного аэрозоля, являются наиболее важным элементом окрасочной камеры. Камера может быть оборудована фильтрами сухой очистки или гидрофильтрами. В зависимости от размеров окрашиваемых изделий, количества и вида распыляемого ЛКМ, требований по охране окружающей среды можно подобрать соответствующую окрасочную кабину с сухой или водяной фильтрацией. Изделие при этом должно находиться между маляром и системой фильтрации.
В камерах с сухой фильтрацией при помощи вентилятора создается разряжение, обеспечивающее всасывание воздуха через фильтр, благодаря чему частицы краски остаются на поверхности фильтра и не распространяются в помещении. Площадь сухого фильтра равна площади проема камеры, через который удаляется загрязненный воздух. Для придания фильтру жесткости, его заключают в рамку, размеры которой соответствуют размеру проема. В зависимости от способа отделения красочного аэрозоля от загрязненного воздуха, сухие фильтры делятся на фильтры контактного действия и фильтры инерционного действия.
Фильтры контактного действия изготавливают из стекловолокна. Первая ступень фильтров улавливает крупные частицы краски, вторая улавливает более мелкие. При помощи вентилятора очищенный воздух выбрасывается в атмосферу. Стекловолоконные фильтры поставляются рулонами различной ширины и длины. Эти фильтры не требуют ухода в процессе работы. Основной их недостаток в том, что они достаточно быстро засоряются, вследствие чего ухудшаются их рабочие параметры (пропускная способность, сопротивление) и сокращается срок службы. Такие фильтры чаще используют в окрасочных камерах с небольшим расходом ЛКМ, в том числе, в окрасочно-сушильных камерах системы автосервиса. Для более тонкой очистки воздуха в камере можно установить угольные фильтры.
Сухой фильтр инерционного действия представляет собой несколько гофрированных перфорированных картонных листов, соединенных между собой ребрами и имеющих отверстия для прохода воздуха в разных плоскостях. В основе работы такого фильтра лежит принцип инерционного разделения воздуха с красочным аэрозолем. Геометрия движения загрязненного воздуха через фильтр заставляет его несколько раз менять свое направление. При этом частицы ЛКМ, являясь более тяжелыми, осаждаются из воздуха в угловых пазах фильтра. В зависимости от вида ЛКМ коэффициент очистки воздуха таким фильтром может достигать 98%, а его максимальная емкость (способность удерживать сухую краску в зависимости от состава и плотности) — 15 кг/кв. м фильтра.
Основными преимуществами окрасочных кабин с сухими фильтрами являются низкая потребляемая мощность, более низкая в сравнении с водяными кабинами цена, простота замены отработанных фильтров и низкий уровень шума. Фильтры контактного действия и потолочные фильтры (фильтрующие подаваемый воздух) для окрасочных камер производят такие фирмы, как Filtrair (Голландия), Volz Luftfilter (Германия).
В окрасочных камерах с водяной фильтрацией (водяными завесами) также вентилятором создается разряжение, благодаря которому происходит всасывание загрязненного воздуха. С помощью водяной завесы происходит осаждение твердых частиц краски. Промывка водой и дополнительная сухая фильтрация позволяют улавливать частицы краски и осаждать их в сборной ванне. Насос обеспечивает циркуляцию воды по ваннам, перелив из которых образует водяные завесы. Некоторые модели окрасочных кабин снабжены еще дополнительными водяными завесами для оптимизации первой стадии фильтрации. Сухой фильтр, установленный в такой камере, может быть изготовлен, например, из древеснообразных кокосовых волокон. Содержащаяся в волокнах резиносинтетическая смола придает фильтру водоотталкивающие свойства и тем самым делает его оптимальным для фильтрации пигментов окрасочного тумана во влажном воздухе. Фильтр из кокосового волокна обладает высокой поглощающей способностью с низкими потерями давления воздуха. Кроме того, такой фильтр можно восстановить, промыв его водой с мылом. Для более тонкой очистки воздуха в водяной окрасочной камере, как и в сухой, можно установить угольные фильтры.
Гидрофильтр представляет собой короб с отверстиями для входа и выхода отсасываемого воздуха, выполненный из листовой стали. Его входное отверстие непосредственно примыкает к корпусу камеры, а выходное соединено с воздуховодом вытяжной вентиляции. Входящая в систему водяной фильтрации отстойная ванна снабжена всасывающими, переливными, сливными и подающими трубами, фильтрами для очистки воды и шаровым клапаном для регулировки уровня воды в ванне. Для подачи воды из ванны в гидрофильтр и обеспечения ее непрерывной циркуляции используется насос центробежного типа с электродвигателем во взрывобезопасном исполнении. Ванна располагается под полом камеры, который представляет собой решетчатый настил. Фильтры для очистки воды делят ванну на чистую и грязную зоны. Из чистой зоны вода подается в гидрофильтр, из грязной — периодически сливается для отстаивания, коагуляции и утилизации отходов.
Наиболее широко в окрасочных камерах применяются так называемые экранные (каскадные) водяные фильтры. Над входным проемом фильтра со стороны камеры установлен экран, над которым укреплена ванна-лоток. Вода из лотка стекает по экрану, образуя первичную водяную завесу толщиной 2-3 мм (на экране), которая перекрывает отверстие входного проема. Сплошная пленка воды на пути движения загрязненного воздуха вызывает коагуляцию красочного аэрозоля, осаждая его в воде. Пройдя через первичную завесу, воздух попадает в промывной канал гидрофильтра, внутри которого на противоположных сторонах на разной высоте установлены пластины. Для создания внутренних водяных завес в этом канале вода подается через перфорированные трубы на верхнюю пластину, с которой стекает вниз на следующую пластину и т. д. Таким образом, создается несколько водяных завес, которые пересекает удаляемый из камеры воздух, проходящий промывной канал снизу вверх. В другом варианте конструкции фильтра вместо пластин в промывочном канале могут быть установлены ванны-лотки, из которых стекает вода, образуя внутренние водяные завесы. Более совершенной можно назвать конструкцию экранного водяного фильтра с S-образным промывным каналом, выполненным в виде полуцилиндров, смещенных один относительно другого на половину диаметра. Вода по трубе заполняет ванну-лоток и через ее горизонтально установленный борт стекает на поверхность противоположного полуцилиндра, а оттуда — на следующий и т. д. В верхней части промывного канала у гидрофильтров размещены влагоотбойные щитки. Они создают лабиринт на пути движения воздуха и отделяют от него капли воды и частицы ЛКМ, которые случайно прошли систему водяных завес.
Наиболее эффективными среди водяных фильтров являются барботажно-вихревые, которые бывают насосными или безнасосными. Эффективность очистки у фильтра безнасосного типа может достигать 99,9%, он прост и удобен в обслуживании. Недостаток такого фильтра — его чувствительность к изменению уровня воды и необходимость использовать приборы автоматического поддержания уровня воды в ванне. Безнасосные барботажно-вихревые фильтры разных производителей отличаются друг от друга геометрией и положением отбойных щитков в каплеотделителе. Конструкция и принцип действия такого фильтра следующие. Загрязненный воздух на большой скорости проходит через щель между перегородкой и криволинейной направляющей (ротоклоном), частично погруженной в воду. При этом образуется турбулентный поток воздуха, который разбрызгивает воду и смешивается с ней. Проходя по дуговой части направляющей и далее через каплеотделители, смесь неоднократно и резко меняет направление, в результате чего воздух отделяется от красочного аэрозоля и воды.
Все водяные фильтры имеют такие недостатки, как необходимость каждодневной очистки секционного экрана, сбора жидких отходов, очистки ванны и фильтров; коррозия гидрофильтров и камеры из-за влажности. Кроме того, такие производственные расходы, связанные с работой водяных окрасочных кабин, как затраты на электроэнергию для перекачивающих насосов и собственно гидрофильтры, могут оказаться достаточно высокими. К достоинствам водяных окрасочных камер относятся высокая пожаробезопасность и стабильная работа независимо от объема высасываемого воздуха.
Типы окрасочных камер
Конструкции распылительных камер очень разнообразны, их можно классифицировать по различным параметрам. Если речь идет о размерах окрашиваемых изделий, окрасочные камеры делятся на: камеры для окрашивания мелких изделий (детали машин, части приборов и т. д.), устанавливаемых в открытом проеме; камеры для окрашивания изделий среднего размера (узлы станков, сельскохозяйственные машины, кабины и кузова автомобилей и т. д.); камеры для окрашивания крупных изделий (автобусы, троллейбусы, вагоны, тепловозы и т. д.). В зависимости от вида производства и организации окрасочных работ используются тупиковые камеры периодического действия (при малосерийном или единичном производстве); проходные (конвейерные) камеры периодического действия (в мелко- и среднесерийном производстве при неподвижном положении изделия на конвейере во время окраски); проходные камеры непрерывного действия (в серийном и массовом производстве для окраски перемещающихся изделий). Проходные камеры могут быть односторонними или двусторонними — по расположению и числу рабочих мест. Тупиковые камеры по своей функциональности делятся на собственно окрасочные, в которых производится только окраска изделия, и окрасочно-сушильные, где производятся и окраска, и сушка. Окрасочные камеры могут быть оснащены поперечным, нижним или продольным отсосом загрязненного воздуха.
Камеры с нижним отсосом загрязненного и верхним притоком чистого воздуха применяются, как правило, для окраски средне- и крупногабаритных изделий. Перемещение изделий через камеру может осуществляться подвесным или напольным конвейером периодического или непрерывного действия. Маляры при окрашивании находятся внутри камеры. В приточный короб камеры подается предварительно подогретый очищенный воздух от цеховой приточной системы вентиляции или от автономной установки кондиционирования. Поступая в камеру, приточный воздух оттесняет красочный аэрозоль и пары растворителей вниз. Загрязненный воздух удаляется вытяжными вентиляторами через напольные решетки, проходит очистку в системе водяной фильтрации или при проходе через сухие напольные фильтры.
В камерах с боковым отсосом воздуха окрашивание производится через рабочий проем, а маляр или манипулятор с краскораспылителями находятся вне камеры. Для окрашивания длинномерных изделий рекомендуются камеры с валетным расположением рабочих мест. Окрашиваемые изделия проходят на подвесном конвейере через транспортные проемы. Удаляемый из камеры воздух проходит через открытые проемы камеры, систему сухих или водяных фильтров и выбрасывается в атмосферу.
Окрасочные камеры бывают в разной степени закрытыми. Например, в мебельной промышленности часто применяются камеры, корпус которых состоит из передней зоны всасывания, крыши и боковых стенок, а задняя стенка отсутствует.
Существуют также бескамерные окрасочные установки, применяемые для окрашивания средне- и крупногабаритных изделий. Они представляют собой вентилируемые зоны, оборудованные напольными решетками с вытяжной вентиляцией.
Удаляемый воздух компенсируется общецеховой приточной системой вентиляции. Бывают бескамерные установки с автономной приточно-вытяжной вентиляцией, то есть оснащенные тепловентиляционной установкой, обеспечивающей подачу атмосферного воздуха, фильтрацию, подогрев до необходимой температуры и выброс в атмосферу загрязненного воздуха. Бескамерные установки могут быть оборудованы как сухими, так и водяными фильтрами. Для обеспечения сушки лакокрасочного покрытия в установке предусмотрена возможность работы в режиме рециркуляции воздуха. Установка может быть оборудована шторками для изоляции рабочего пространства от цеха.
Камера, предназначенная для окрашивания в автоматическом режиме, представляет собой закрытую установку и надежно защищает находящегося снаружи оператора от вдыхания загрязненного воздуха. Такая камера имеет окна, позволяющие наблюдать процесс покраски.
Окрасочные камеры производятся такими зарубежными фирмами, как Omia (Франция), Wurster (Германия), Coral (Италия), Wagner (Германия), Daphne (Италия), Krautzberger (Германия), Haden S.A. (Франция), Saico (Италия).
Оксана Бублик
Журнал «Оборудование: рынок, предложение, цены» №2, декабрь 2005 г.