- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Повышение долговечности и надежности работы изделий – одна из важнейших научных и народнохозяйственных проблем. Повышение ресурса изделий позволяет с минимальными затратами увеличить их выпуск с имеющихся производственных площадей.
Для решения этой проблемы в современном машиностроении совершенствуются конструкции деталей и узлов машин, создаются новые конструкционные материалы, разрабатываются различные процессы изготовления заготовок и их обработки. В настоящее время технологические методы являются наиболее эффективными в решении этой проблемы. Повысить ресурс и надёжность работы деталей, узлов и машин возможно за счёт технологического обеспечения для заданных условий эксплуатации оптимальных значений параметров поверхностного слоя [1]. В этой области достигнуты значительные результаты по исследованию основных технологических схем обработки, а также по созданию способов и устройств для их реализации.
Одними из перспективных методов повышения устойчивости физико-механического состояния поверхностного слоя являются электрохимическая размерная и комбинированная обработки.
ФОРМИРОВАНИЕ ПОВЕРХНОСТНОГО СЛОЯ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ (ЭХРО)
ЭХРО характеризуется отсутствием механического контакта между электродом-инструментом и заготовкой. Вследствие этого микропогрешности рабочей поверхности инструмента не копируются на заготовке.
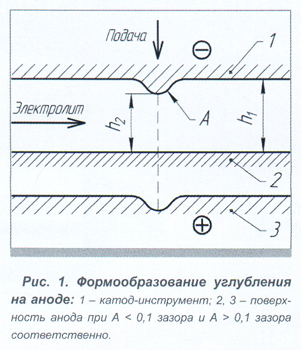
На рис. 1 показана схема формообразования углубления на аноде. На катоде имеется выступ А, высота которого соизмерима с размерами межэлектродного зазора h2. Если высота выступа А на 1-2 порядка меньше зазора, то углубления на детали практически не будет. При высоте неровности А более 0,1 зазора она с инструмента копируется на деталь, причём тем точнее , чем меньше соотношение размера А и зазора. Такие выступы на детали, независимо от размеров, относятся к макронеровностям. Они формируются при соотношении ![]() . Для межэлектродных зазоров, обычно используемых на станках (0,15-0,3 мм), шероховатость рабочего профиля инструмента в 5-10 раз ниже граничного значения и не может копироваться на детали. Из условий обеспечения безвихревого движения потока электролита шероховатость инструмента должна быть не выше 1-2 мкм. Эксперименты и моделирование формирования поверхностей после ЭХРО показали, что уже в самом начале процесса практически полностью удаляются регулярные выступы предшествующей обработки и образуются неровности, которые в дальнейшем сохраняются независимо от снимаемого припуска.
. Для межэлектродных зазоров, обычно используемых на станках (0,15-0,3 мм), шероховатость рабочего профиля инструмента в 5-10 раз ниже граничного значения и не может копироваться на детали. Из условий обеспечения безвихревого движения потока электролита шероховатость инструмента должна быть не выше 1-2 мкм. Эксперименты и моделирование формирования поверхностей после ЭХРО показали, что уже в самом начале процесса практически полностью удаляются регулярные выступы предшествующей обработки и образуются неровности, которые в дальнейшем сохраняются независимо от снимаемого припуска.
Известно также, что микрорастравливания на границах зёрен наблюдаются только на материалах с крупнозернистой структурой. На формообразование микрорастравливаний оказывают влияние свойства анодных плёнок, которые могут создавать не токопроводящие зоны на границах зёрен, и тогда микроуглубления формируются в форме питтингов. Подобная картина наблюдалась учёными Тульского государственного университета на титановых сплавах при режимах обработки, не обеспечивающих удаление анодной плёнки с поверхности электролизера.
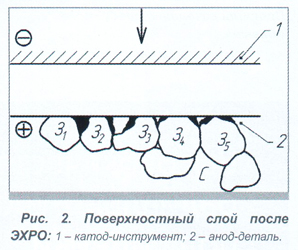
В общем случае неровности на инструменте ниже их граничного значения из условия обеспечения гидродинамики, и поверхность можно считать плоской. После удаления определённого припуска с заготовки её поверхность может быть представлена, как показано на рис. 2, где индексом З обозначено зерно (соответственно З1; З2 и т.д.).
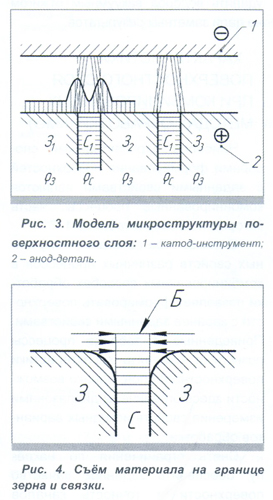 Из материаловедения известно, что электропроводность зерна на несколько порядков выше, чем связки. Если представить микроструктуру обрабатываемой поверхности в форме прямоугольников, приближённо повторяющих зерно и связку, то напряжённость поля р на зёрнах (З1, З2 и т.д.) будет существенно выше, чем на связках (С1; С2 и др.), (рис. 3). На границе зерна и связки силовые линии поля конденсируются, и возникает зона повышенной напряжённости. Связка, в силу большего сопротивления, растворяется медленно, а на границе зерна и связки идёт интенсивный съём материала с зерна (рис. 4). Видимо, в начальный момент формообразования микроуглубления, когда связка практически не растворилась со стороны «Б», на обрабатываемой поверхности имеются выступы (последние наблюдались учёными АН Молдовы на микрошлифах при значительных размерах связки). Для большинства сплавов ширина связки на несколько порядков меньше, чем зерна. Поэтому по мере съёма материала с границ зерна открывается доступ к боковым поверхностям связки, которые начинают растворяться. Из-за малой толщины связки (обычно в пределах нескольких микрон) её растворение происходит достаточно быстро, а остаток связки удаляется напором электролита. В силу сказанного, после электрохимической обработки практически не наблюдаются выступы связки на поверхности. Образующиеся углубления характеризуют шероховатость и глубину растравленного слоя.
Из материаловедения известно, что электропроводность зерна на несколько порядков выше, чем связки. Если представить микроструктуру обрабатываемой поверхности в форме прямоугольников, приближённо повторяющих зерно и связку, то напряжённость поля р на зёрнах (З1, З2 и т.д.) будет существенно выше, чем на связках (С1; С2 и др.), (рис. 3). На границе зерна и связки силовые линии поля конденсируются, и возникает зона повышенной напряжённости. Связка, в силу большего сопротивления, растворяется медленно, а на границе зерна и связки идёт интенсивный съём материала с зерна (рис. 4). Видимо, в начальный момент формообразования микроуглубления, когда связка практически не растворилась со стороны «Б», на обрабатываемой поверхности имеются выступы (последние наблюдались учёными АН Молдовы на микрошлифах при значительных размерах связки). Для большинства сплавов ширина связки на несколько порядков меньше, чем зерна. Поэтому по мере съёма материала с границ зерна открывается доступ к боковым поверхностям связки, которые начинают растворяться. Из-за малой толщины связки (обычно в пределах нескольких микрон) её растворение происходит достаточно быстро, а остаток связки удаляется напором электролита. В силу сказанного, после электрохимической обработки практически не наблюдаются выступы связки на поверхности. Образующиеся углубления характеризуют шероховатость и глубину растравленного слоя.
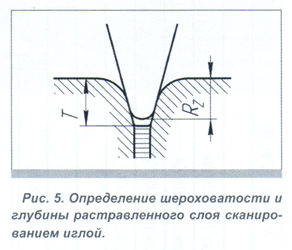 Скруглённая форма боковых поверхностей углублений, образующихся на границе зерна и связки, ограничивает возможности применения измерительных средств для контроля шероховатости. В частности, нельзя обеспечить достоверность контроля после ЭХРО при использовании эталонов, особенно если они выполнялись лезвийным или абразивным инструментом. До 2-5 раз может дать ошибку использование интерферационных методов и способов измерения световым лучом. Наиболее точную картину даёт контактный метод измерения с помощью иглы (профилометры, профилографы). Игла, проникая в углубление на границе зерна и связки (рис. 5), характеризует высоту неровностей.
Скруглённая форма боковых поверхностей углублений, образующихся на границе зерна и связки, ограничивает возможности применения измерительных средств для контроля шероховатости. В частности, нельзя обеспечить достоверность контроля после ЭХРО при использовании эталонов, особенно если они выполнялись лезвийным или абразивным инструментом. До 2-5 раз может дать ошибку использование интерферационных методов и способов измерения световым лучом. Наиболее точную картину даёт контактный метод измерения с помощью иглы (профилометры, профилографы). Игла, проникая в углубление на границе зерна и связки (рис. 5), характеризует высоту неровностей.
Если рассмотреть углубление на поперечном шлифе, то выяснится, что игла, как правило, не достигает донной части углубления. Поэтому замеренное значение неровности будет зависеть от радиуса скругления вершины иглы (обычно до 15-20 мкм), а расстояние до дна впадины определяет глубину микрорастравливания. Для одних и тех же материалов деталей соотношение высоты неровностей Rz, и глубины микрорастравливаний T после ЭХРО на рабочих режимах сохраняется практически постоянным ![]() . Так, для жаропрочных сплавов это соотношение составляет 1,5-1,6 (прибор 203 завода «Калибр»). Разработана таблица, характеризующая соотношение K1 между шероховатостью и глубиной микроуглублений для различных сплавов. Положение зёрен в сплаве относительно измерительной иглы носит случайный характер, поэтому результаты замеров имеют значительный разброс, учитываемый коэффициентом К2. Для сплавов аустенитного класса с крупным зерном К2 = 1,1; титановых материалов К2 = 1,2-1,25; алюминиевых сплавов К2 =1,1-1,2. В мелкозернистых сталях сорбитной группы зёрна растворяются целиком и под ними остаются углубления с пологим дном.
. Так, для жаропрочных сплавов это соотношение составляет 1,5-1,6 (прибор 203 завода «Калибр»). Разработана таблица, характеризующая соотношение K1 между шероховатостью и глубиной микроуглублений для различных сплавов. Положение зёрен в сплаве относительно измерительной иглы носит случайный характер, поэтому результаты замеров имеют значительный разброс, учитываемый коэффициентом К2. Для сплавов аустенитного класса с крупным зерном К2 = 1,1; титановых материалов К2 = 1,2-1,25; алюминиевых сплавов К2 =1,1-1,2. В мелкозернистых сталях сорбитной группы зёрна растворяются целиком и под ними остаются углубления с пологим дном.
Точность применяемых измерительных средств не позволяет выявить разницу между высотой неровности и глубиной растравливания, поэтому считают, что такие сплавы не имеют микрорастравливаний (К1~1, К1~2). Коэффициент пропорциональности между высотой неровностей и глубиной микрорастравливаний оценивается как K = K1 · К2. Замер шероховатости не представляет сложности, а с помощью коэффициента К удаётся, не прибегая к трудоёмким исследованиям, установить глубину изменённого слоя и назначить припуски z на финишные операции:
T1 = K · Ra; z ≥ T.
Однако финишные операции целесообразно соединять с формообразующими, поэтому следует разработать технологический процесс, позволяющий устранить появление дефектного слоя. Из физики процесса ЭХРО известно, что с ростом плотности тока на аноде глубина микрорастравливаний снижается. Достичь такого режима можно за счёт уменьшения зазоров, увеличения напряжения, повышения электропроводности и других свойств среды, использования импульсного тока. Уменьшать зазор и увеличивать напряжение можно только до определённого предела, после чего процесс становится нестабильным. Для снижения глубины микрорастравливаний целесообразно применять импульсный ток с крутым падением его величины в импульсе. Проведённые в Тульском политехническом институте исследования таких режимов показали возможность снижения глубины микроуглублений до двух раз. Ещё больший выигрыш в повышении качества поверхности даёт импульсно-циклический метод, позволяющий реализовать высокий ток в импульсе и протекание процесса при малых межэлектродных зазорах.
Исследования, выполненные в Новочеркасском политехническом институте, показали, что избежать микрорастравливаний можно, вводя в электролит различные добавки, в том числе поверхностно-активные вещества. Механизм их воздействия можно объяснить концентрацией среды на границах зёрен и равномерным распределением напряжённости полей, обеспечивающими одинаковый съём со структурных составляющих материалов. Доказательством служит заметное снижение неровностей на поверхности после обработки в электролитах с поверхностно-активными веществами. Исследования, выполненные A.M. Сулимой [2], показали определяющее влияние на характеристики выносливости сплавов шероховатости поверхности. Применительно к ЭХРО, где имеются концентраторы напряжений в форме микрорастравливаний, неровности приходится рассматривать как часть микроуглублений, и предложенные в работах A.M. Сулимы формальные зависимости для расчёта предела прочности материалов при многоцикловых нагружениях становятся справедливыми только для сплавов с мелким зерном. Для жаропрочных и титановых сплавов необходимо учитывать местную концентрацию напряжений за счёт микроуглублений, имеющих в донной части малые радиусы скруглений (в пределах нескольких микрон).
Высоконагруженные детали после ЭХРО полируют, удаляя при этом 0,01-0,05 мм материала. Усталостные испытания, выполненные на машинах МУИ-6000, показали, что после удаления слоя, соизмеримого с глубиной микрорастравливаний, для всех сплавов предел прочности полностью восстанавливается, а за счёт наклёпа поверхности при полировании этот показатель может даже превысить исходное значение. Величина припуска под операцию зависит от шероховатости (и от связанного с ней микрорастравливания), поэтому для сплавов с мелкозернистой структурой припуск не превышает 10 мкм, а для титанового сплава ВТ8 с глубиной растравливания до 30 мкм съём должен быть около 40 мкм. Дальнейшее удаление припуска не даёт повышения прочности.
Механическое полирование - достаточно трудоёмкая и, как правило, ручная операция, поэтому её пытаются заменить электрохимической полировкой, виброударной обработкой, галтовкой. Проведённые исследования (рис. 6) дают основания рекомендовать в качестве последующей за ЭХРО операцией упрочняющую технологию. Так, после виброударной обработки все сплавы имеют повышенную усталостную прочность. При этом шероховатость большинства сплавов не снижается (для сталей с микрозернистой структурой может наблюдаться повышение неровностей по сравнению с состоянием поверхности после ЭХРО), а степень наклёпа достигает уровня, близкого к получаемому после механической обработки. Исключение составляют титановые сплавы, для которых поверхностный наклёп не всегда достаточен для восстановления предела прочности до исходного, и здесь механическое снятие припуска остаётся предпочтительным. Эффективной остаётся виброгалтовка с абразивными гранулами, которая позволяет одновременно с упрочнением снять припуск, достаточный для удаления дефектного слоя.
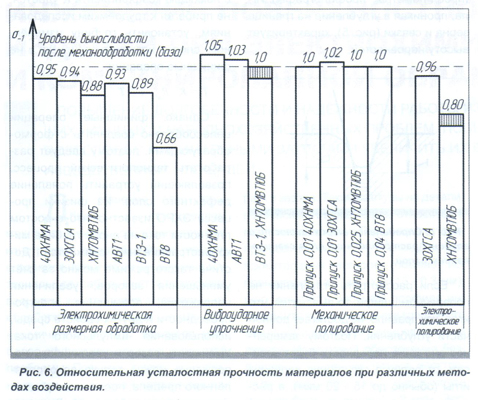
Металлографические исследования образцов после финишного электрохимического полирования показали увеличение глубины микрорастравливаний, что приводит к снижению предела прочности материалов. Кроме того, появляется наводораживание поверхности, что также снижает усталостную прочность. Поэтому электрохимическое полирование после ЭХРО практически не даёт эффекта, кроме случаев улучшения декоративных свойств изделий.
При обработке деталей кварцевым песком и чугунной дробью был установлен эффект резкого возрастания содержания водорода в поверхностном слое сплавов, что не может быть объяснено только влажностью среды. Попытки удалить водород вакуумным отжигом не дали заметных результатов.
ХАРАКТЕРИСТИКИ ПОВЕРХНОСТНОГО СЛОЯ ПРИ КОМБИНИРОВАННЫХ МЕТОДАХ ОБРАБОТКИ (КМО)
Наиболее перспективными способами формирования поверхностей с заданными свойствами являются комбинированные процессы, часть которых показана в таблице 1.
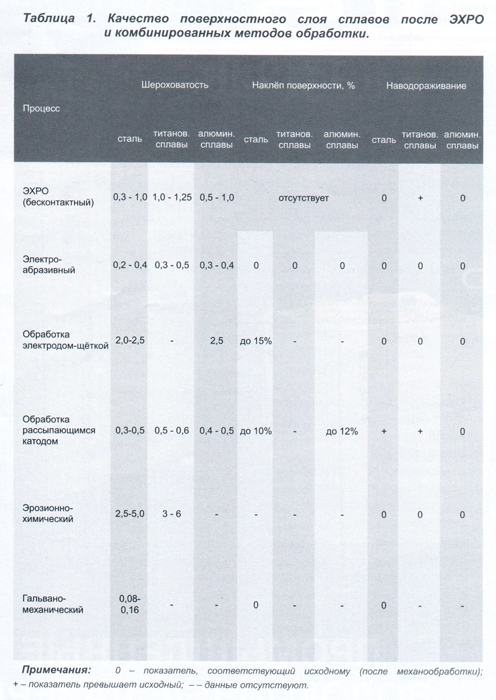
Оптимальное сочетание полученных свойств различных процессов в комбинированных способах обработки позволяет формировать поверхности с заранее заданными свойствами. Приведённые в таблице процессы позволяют изменять характеристики поверхностного слоя, однако возможности здесь ограничены диапазонами измерения свойств исходных вариантов обработки.
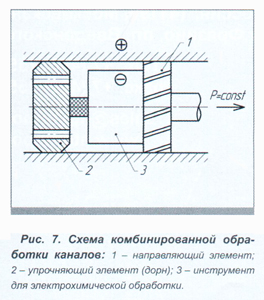 Снять ограничения по наклёпу, обеспечить заданное качество поверхности и точность каналов удалось за счёт комбинированного воздействия анодного растворения и упрочняющего элемента [3-5]. При этом, независимо от исходного припуска, за счёт регулирования скорости продольного перемещения упрочняющего элемента 2 (рис. 7) припуск под дорнование имеет одно и то же значение, а из-за постоянного усилия наклёп внутренней поверхности после ЭХРО рабочей частью 3 инструмента будет стабильным и будет соответствовать величине, требуемой для получения заданной усталостной прочности сплава. Здесь достигаются сразу две цели: высокая точность (7-9-й квалитет, ГОСТ) и заданный наклёп при шероховатости 0,08-0,63 мкм.
Снять ограничения по наклёпу, обеспечить заданное качество поверхности и точность каналов удалось за счёт комбинированного воздействия анодного растворения и упрочняющего элемента [3-5]. При этом, независимо от исходного припуска, за счёт регулирования скорости продольного перемещения упрочняющего элемента 2 (рис. 7) припуск под дорнование имеет одно и то же значение, а из-за постоянного усилия наклёп внутренней поверхности после ЭХРО рабочей частью 3 инструмента будет стабильным и будет соответствовать величине, требуемой для получения заданной усталостной прочности сплава. Здесь достигаются сразу две цели: высокая точность (7-9-й квалитет, ГОСТ) и заданный наклёп при шероховатости 0,08-0,63 мкм.
Расчёт силы перемещения комбинированного инструмента выполняется по методике, изложенной в [6].
Использование схемы, показанной на рис. 7, требует поддержания расчётного усилия перемещения, которое зависит от размеров канала, свойств заготовки и температуры в зоне обработки. Оборудование для реализации способа должно быть оснащено средствами адаптивного управления процессом. Такие средства были созданы (под руководством З.Б. Садыкова) и использованы при выпуске станков.
ВЫВОДЫ:
А.И. Болдырев
Журнал «Станочный парк», февраль 2011 г.
Литература: