- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Рассмотрены различные способы индукционной наплавки.
Сущность индукционной наплавки заключается в следующем. Наплавляемую деталь помещают в электромагнитное поле индуктора, который питается переменным током высокой частоты (ТВЧ). В массе металла детали или компактной присадки индуктируются вторичные переменные токи той же частоты, распределяющиеся в поверхностном слое металла и нагревающие этот слой. Чем выше частота тока, тем тоньше нагреваемый слой металла. Для стальных деталей преимущественный нагрев токами высокой частоты поверхностных слоев металла сохраняется вплоть до точки Кюри (768 °С). После того, как металл нагреется выше точки Кюри, глубина проникновения индуктированных токов увеличивается в 10...20 раз (в зависимости от частоты), благодаря чему распределение температуры в нагреваемом металле становится более равномерным. Детали или компактные присадки нагревают до плавления металла и соединяют. Для предохранения от окисления и улучшения сплавления основного и наплавленного металлов применяют флюсы.
Следует отметить, что в наиболее распространенных способах индукционной наплавки в качестве присадочного материала применяют не компактные материалы, а шихту, состоящую из металлических порошков и флюсовых добавок. Металлические гранулы изолированы друг от друга частицами флюса, вследствие чего электропроводность порошкового слоя и выделение в нем энергии малы. По этой причине нагрев и расплавление порошковой шихты идет в основном за счет теплопередачи от нагреваемого ТВЧ основного металла.
 Индукционный нагрев ТВЧ в настоящее время применяют при следующих способах наплавки:
Индукционный нагрев ТВЧ в настоящее время применяют при следующих способах наплавки:
Армирование расплавленного поверхностного слоя основного металла тугоплавкой и трудно-растворимой присадкой. При использовании этого способа в качестве присадки применяют зерновой релит (карбид вольфрама) или крупку измельченных металлокерамических сплавов. Присадку вместе с флюсом (борная кислота) наносят на наплавляемую поверхность детали. Затем деталь вводят в индуктор, в котором поверхностный слой разогревается до температуры плавления и оплавляется. Зерна присадочного материала при этом не расплавляются и погружаются в оплавленный поверхностный слой. Закрепление зерен релита в матрице происходит за счет их частичного растворения и смачивания расплавом.
Армированный поверхностный слой представляет собой литую стальную матрицу с вплавленными в нее зернами тугоплавкого компонента. Как показывают исследования, тугоплавкие частицы практически не изменяют при таком способе наплавки свою структуру и твердость.
Способ отличается простотой и обеспечивает высокие эксплуатационные свойства наплавленных деталей. Он нашел применение для упрочнения шарошек буровых долот.
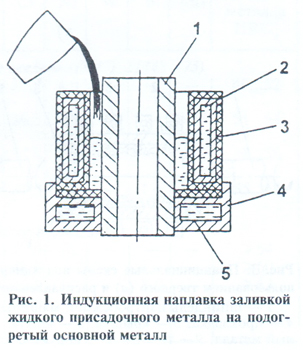
Заливка жидкого присадочного металла на подогретый основной металл. Принципиальная схема процесса показана на рис. 1. Наплавляемую поверхность детали 1 покрывают слоем флюса и помещают в индуктор 2, поверхность которого защищена огнеупорным составом 3. После нагрева детали до нужной температуры напряжение отключают и снизу к индуктору подводят медное водоохлаждаемое кольцо 4. В образовавшуюся своеобразную форму из ковша заливают порции металла 5, расплавленного в индукционной печи или в другом плавильном агрегате. Метод наплавки жидким присадочным материалом достаточно широко используют для наплавки деталей, работающих в условиях абразивного изнашивания: опорных катков тракторов, бил углеразмольных мельниц, пальцев ковшовых цепей экскаваторов и др.
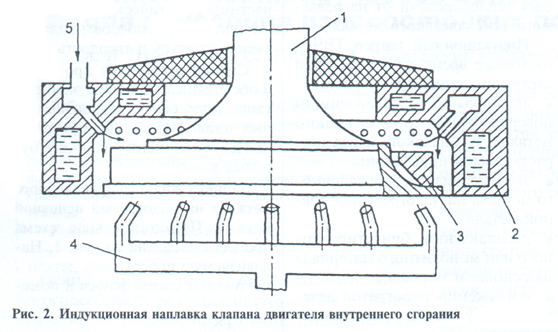
Расплавление брикетированного или монолитного материала на основном металле. Метод можно проиллюстрировать на примере наплавки клапанов двигателей внутреннего сгорания (рис. 2). Присадочным материалом в этом случае служит литое кольцо 3 из жаростойкого сплава, которое укладывают в выточку на опорной поверхности клапана 1. Нагрев и плавление сплава производят в кольцевом индукторе 2, охватывающем наплавляемый участок. Через индуктор подается защитный газ 5. Температура нагрева на 50... 100 °С превышает температуру плавления сплава. Существенной особенностью является то, что в конце процесса поверхность клапана, противоположная наплавляемой, обрызгивается водой из спрейера 4, что обеспечивает направленную кристаллизацию сплава и его повышенные эксплуатационные свойства.
Погружение подогретой детали в форму-тигель с расплавленным сплавом. По этому способу подогретую в индукторе деталь погружают в керамическую форму с расплавленным металлом. Керамическая форма повторяет контуры упрочняемой поверхности. Для раскисления расплава, предохранения его от угара легирующих элементов и улучшения сплавления с основным металлом на поверхности ванны может находиться жидкий шлак. Расплавление присадочного материала производится индуктором. В этом случае не имеет значения соотношение температур плавления основного и присадочного металлов. Способ нашел ограниченное применение, несмотря на внешнюю простоту.
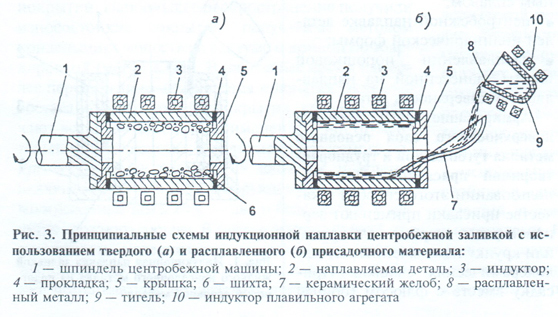
Центробежная наплавка деталей цилиндрической формы. Наибольшее распространение этот способ получил при изготовлении различных биметаллических втулок. Известны два варианта этого способа наплавки (рис. 3), отличающиеся применяемым присадочным материалом. Можно использовать присадочный материал в твердом состоянии в виде металлических порошков, стружки и др. В этом случае плавление присадки идет за счет теплопередачи от нагреваемого ТВЧ основного металла. По второму варианту присадочный металл плавят в отдельной емкости и заливают в расплавленном состоянии внутрь вращающегося наплавляемого цилиндра.
Особенностью является формирование наплавленного металла под действием центробежных сил, которые, с одной стороны, способствуют более равномерному распределению расплава на основном металле и удалению вредных примесей, а с другой — усугубляют ликвационные явления. Поэтому при наплавке сильно ликвирующих сплавов необходимо применять специальные технологические меры: регламентировать количество заливаемого металла, температуру и продолжительность нагрева, число оборотов центробежной машины, скорость охлаждения металла и др. Примерами реализации этого способа является центробежная наплавка гильз автомобильных двигателей, гильз гидроцилиндров и червячных машин.
Расплавление порошковой шихты, нанесенной на наплавляемую поверхность детали. Способ основан на использовании ТВЧ для нагрева основного металла и расплавления расположенной на нем порошковой шихты. Он нашел наибольшее распространение в промышленности. В массовом производстве освоена индукционная наплавка этим способом лемехов плугов, лап культиваторов, ножей-ботворезов, рештаков угольных конвейеров и других деталей (рис. 4). Производительность наплавки достигает 10 кг/ч. Возможно получение наплавленных слоев толщиной 0,4 мм и более.
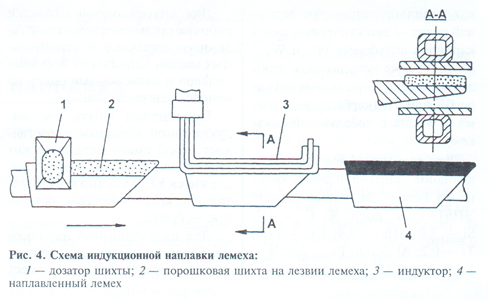
Шихту — смесь порошка сормайта с флюсом (бурой, борным ангидридом, силикокальцием, фтористым кальцием и др.) — наносят на наплавляемую поверхность и с помощью специального приспособления вводят в индуктор. Конструкция индуктора и расположение в нем детали зависят от конфигурации упрочняемого участка. Источником питания, как правило, служат ламповые высокочастотные генераторы с частотой 70 кГц. При включении индуктора в поверхностных слоях основного металла индуктируются токи, и наружный слой металла быстро разогревается. Слой порошковой шихты слабо реагирует на воздействие переменного электромагнитного поля, и шихта нагревается в основном за счет теплопередачи от основного металла. По этой причине температура плавления шихты должна быть ниже температуры плавления основного металла.
Флюс, входящий в состав шихты, плавится, растворяет оксиды, обеспечивает хорошее смачивание наплавляемой поверхности и растекание по ней износостойкого сплава. При наплавке этим способом никакой специальной подготовки поверхности изделия не требуется. Можно наплавлять поверхности как механически обработанные, так и покрытые слоем оксидов после металлургического передела (прокатки).
Наплавочные материалы. При использовании метода армирования расплавленного поверхностного слоя основного металла тугоплавкой и трудно-растворимой присадкой в качестве последней, как правило, используют зерновой релит — эвтектическую смесь карбидов вольфрама WC и W9C. Можно также использовать дробленую крупку твердых сплавов типа ВК или ТК (карбиды вольфрама и титана с кобальтовой связкой).
Для индукционной наплавки клапанов применяли литые кольца из сплава на основе никеля ЭП616 (мас. доля, %: С — 1,2; Si - 3,0; Mn - 0,4; Cr - 17,0; Ti - 0,2; Аl - 0,6; Fe - 3,0; В - 1,5; Cu — 0,25; Ni — остальное).
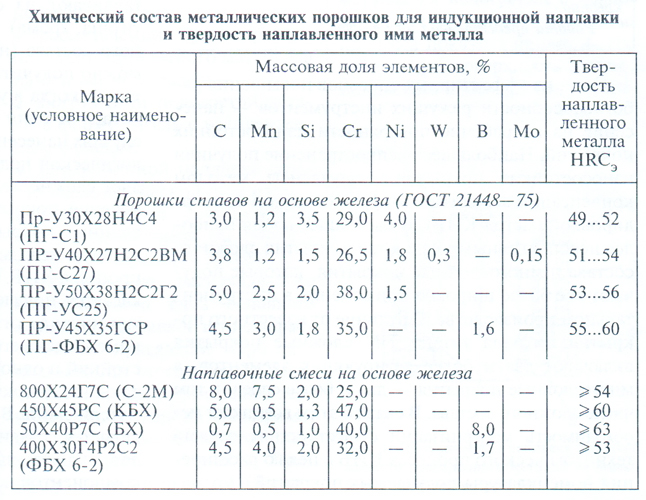
Для индукционной наплавки рабочих органов сельскохозяйственных, дорожных и строительных машин используют порошки сплавов и наплавочные смеси на основе железа (таблица).
Порошковая шихта для индукционной наплавки представляет собой смесь металлических порошков с флюсом. В шихте содержится 82...85 % (по массе) металлического порошка, остальное — флюс.
Для индукционной наплавки наиболее широко применяют флюсы, представляющие смесь буры и борного ангидрида (борной кислоты). Точной дозировки флюсы для индукционной наплавки, как правило, не имеют, однако, например, лучшая растекаемость расплава флюса обеспечивается при содержании в смеси 40 % буры и 60 % борного ангидрида. Для улучшения раскисления во флюс вводят до 10 % силикокальция, а для улучшения отделимости шлаковой корки — до 40 % сварочного флюса АН-348, соответственно уменьшая содержание буры и борного ангидрида.
И.А. Рябцев
Журнал «Ремонт, восстановление, модернизация», № 11, 2005 г.