- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

 Появление новых режущих инструментов позволило в последние годы высокоскоростной фрезерной обработке составить достаточно жесткую конкуренцию электроэрозионным технологиям, в особенности при изготовлении штампов и пресс-форм. Однако для многих технологических операций, в том числе и для ряда конструкций тех же пресс-форм и штампов, применение электроэрозионных станков остается не только более эффективным, но и просто безальтернативным.
Появление новых режущих инструментов позволило в последние годы высокоскоростной фрезерной обработке составить достаточно жесткую конкуренцию электроэрозионным технологиям, в особенности при изготовлении штампов и пресс-форм. Однако для многих технологических операций, в том числе и для ряда конструкций тех же пресс-форм и штампов, применение электроэрозионных станков остается не только более эффективным, но и просто безальтернативным.
Остановимся на общих тенденциях совершенствования электроэрозионного оборудования, анализе рынка этого оборудования в России, мировых новинках и опыте использования электроэрозионных станков.
Производители
К числу хорошо известных на российском рынке производителей электроэрозионных станков относятся такие зарубежные компании, как Agie и Charmilles Technologies (Швейцария), Sodick и Mitsubishi Electric (Япония), Оnа (Испания), тайваньские Joemars, Maurgan.
В последнее время на российский рынок пришли итальянская фирма CDM Rovella, американо-германская Ingersoll, индийская Electronica, тайваньские Sevenspark, Jiten, Chmer EDM, польская ZAP В.P., американская Hardinge (серия станков под общим название Hansvedt).
 Меньше известна российским машиностроителям продукция германских Wollmer-Werke и Matra-Werke, британской Derek Robinson, японских Makino, Seibu Electric. И практически совсем неизвестна продукция американских компаний Toolmaster Technology и Methods EDM.
Меньше известна российским машиностроителям продукция германских Wollmer-Werke и Matra-Werke, британской Derek Robinson, японских Makino, Seibu Electric. И практически совсем неизвестна продукция американских компаний Toolmaster Technology и Methods EDM.
Россию в списке производителей электроэрозионных станков представляют ООО «НПК "Дельта-Тест"» (г. Фрязино, Московская обл.), ООО «Спецпромоборудование» (г. Ульяновск), ОАО «Завод Станкоконструкция» (Москва), ОАО ЦНИТИ (Москва), ОАО «СПб. завод прецизионного станкостроения», ОАО «Троицкий станкостроительный завод» (г. Троицк, Челябинская обл.).
Причем, за небольшим исключением, все перечисленные компании производят оба основных типа электроэрозионных станков — как проволочно-вырезные, так и координатно-прошивочные.
Короче говоря, выбор есть, особенно учитывая существенно меньший спрос на электроэрозионное оборудование по сравнению со спросом на токарные или фрезерные станки.
Станки, выполняющие одни и те же функции, сходные по размерам обрабатываемых деталей, существенно различаются своими технологическими показателями, уровнем надежности, степенью автоматизации и автономности и, как следствие, ценой.
Например, базовая стоимость прошивочного станка модели ВР-97 польской фирмы ZAP В.Р. составляет 29500 евро, а станок модели Gantry 500 фирмы Ingersoll стоит 152100 евро без учета стоимости транспортировки, таможенных пошлин и НДС. Примерно такой же уровень цен на станки ведущих мировых производителей (Agie и Charmilles Technologies, Sodick и Mitsubishi Electric).
Естественно, такую значительную разницу в стоимости нельзя объяснить только брэндом. Попробуем разобраться, чем же отличаются станки ведущих мировых производителей, каковы общие тенденции развития и совершенствования электроэрозионной техники. Именно с этого мы и начнем. Ну а поскольку оба типа электроэрозионных станков по своему назначению и исполнению все же отличаются, примем следующий порядок изложения: в первой части рассмотрим вырезные станки, во второй — прошивочные.
Общие тенденции
Достаточно солидная, если не сказать больше, стоимость лучших образцов такой техники и жесткая конкуренция заставляют ведущих производителей постоянно совершенствовать конструкцию, расширять технологические возможности, повышать надежность станков и удобство их управления.
В настоящее время лучшие модели вырезных станков позволяют добиваться очень высоких технологических показателей — производительности обработки до 330 кв. мм/мин. (в ряде случаев до 360), минимальной шероховатости поверхности Ra до 0,03-0,05 мкм, точности обработки до 1-2 мкм. Рассмотрим ставший практически обязательным перечень свойств и признаков действительно классной машины.
Жесткость конструкции — необходимое условие точности и долговечности. Используемые материалы и оптимизированная по многим критериям конструкция позволяют загружать тяжелые заготовки, обеспечивая заданную точность. Станина изготавливается из специальных материалов, обеспечивая высокую прочность, жесткость и долговечность, высокие электроизоляционные характеристики, малый коэффициент теплового расширения. Характерным примером могут служить конструкционные керамики FineXCera компании Sodick.
Получение практически зеркальных поверхностей обусловлено применением специальных режимов, управляемых системой ЧПУ технологических генераторов, исключающих электролиз и анодное растворение, а также использование специальных рабочих жидкостей, например, масел или углеводородных жидкостей с присадками из металлических порошков.
Постоянно совершенствуются системы управления и уровень автоматизации. Программное обеспечение систем ЧПУ позволяет добиваться максимальной производительности. Например, в состав программного обеспечения входят программы, обеспечивающие выбор последовательности операций обработки и оптимизирующие режимы резания исходя из приоритетов, устанавливаемых оператором в отношении скорости, точности и чистоты поверхности; автоматический контроль обработки и мгновенную реакцию на изменение условий обработки, благодаря чему исключается опасность обрыва проволоки; регулирование параметров обработки и натяжения проволоки при каждом изменении направления, в результате чего обеспечивается точность выполнения острых углов и малых радиусов, а также сохраняется постоянство зазора; возможность автоматической настройки на разные типы проволоки, что обеспечивает высокое качество обрабатываемых поверхностей.
Технологические возможности вырезных станков расширяются благодаря их оснащению различными устройствами, например, прецизионной системой контактного позиционирования, устройствами управляемого вращения заготовки и шпинделя, позволяющими резать под любым, произвольно изменяемым углом без наклона проволоки, а также обрабатывать любые, в том числе винтовые, пазы на круглых деталях.
Предусматриваются универсальные возможности связи со станками. Программное обеспечение поддерживают разнообразные периферийные устройства — помимо дисководов для дискет и CD предусмотрены возможности подключения к локальным сетям, а также встроенным роботам и другим манипуляторам. Порт Ethernet позволяет получать от главного компьютера и посылать ему как программные, так и технологические файлы.
Значительное внимание уделяется повышению степени автономности станков и отдельных узлов. С этой целью станки оснащают роботами, устройствами автоматической смены приспособлений-спутников с деталями и др. Разработаны управляющие программы, обеспечивающие длительную работу станков в автоматическом режиме и управляющие группами станков в составе участка. При этом процесс обработки контролируется из командного пункта на основании диагностических данных, поступающих на центральный компьютер, а также на основании данных, поступающих с видеокамер, установленных в зоне обработки.
И еще буквально в нескольких словах:
И это еще не все. Но теперь обратимся к конкретным образцам этой техники.
Лидеры
Если сравнить продукцию фирм, производящих вырезные электроэрозионные станки, с командами велосипедистов, участвующих в многодневной гонке («Tour de France»), то во главе этого пелотона по своим техническим характеристикам и технологическим возможностям, попеременно (или вместе) лидируя, идут станки швейцарских Agie и Charmilles и японских Sodick и Mitsubishi.
Фирма Agie представляет четыре модельных ряда вырезных станков Agiecut — Classic, Challenge, Evolution и Excellence с максимальной производительностью до 300 кв. мм/мин.
Станки Classic, Challenge, Evolution обеспечивают точность обработки 6, 4 и 3 мкм соответственно при минимальной шероховатости поверхности Ra 0,2-0,3 мкм.
Станки модели Excellence с двойной системой измерения перемещений с полным комплектом новейших опций и технологий предназначены для обработки наиболее ответственных деталей. Точность обработки, гарантированная фирмой Agie,— 1,5 мкм, при этом, по утверждению фирмы, достигаемая на практике точность — 1,2 мкм. Наилучший показатель шероховатости поверхности (гарантированный) Ra — 0,1 мкм (достижимый на практике — 0,07 мкм).
В 2001 году на выставке ЕМО фирма Agie продемонстрировала новинку — вырезной станок Agiecut Vertex, назвав его самым точным электроэрозионным вырезным станком в мире. Принципиально новая концепция станка с множеством частично запатентованных узлов и функций предоставляет ряд дополнительных возможностей при обработке высокоточных деталей для электронной, медицинской и часовой промышленности.
Спроектированный как измерительная машина, Agiecut Vertex базируется на трех виброгасящих точках опоры. Основные оси — X и Y — расположены в запатентованном моноблоке. Для сокращения передаточного усилия и уменьшения отклонений от геометрии все оси находятся в непосредственной близости от области обработки. Точная регулировка и контроль перемещений осуществляются при помощи двойной измерительной системы с точностью до 0,1 мкм. Измерительная система создает как бы предварительное напряжение и с помощью измерительных линеек обеспечивает высокую точность.
Agiecut Vertex спроектирован под высокую степень автономности даже при работе с проволокой самого меньшего диаметра. Все условия для этого создает новый узел для поворота проволоки Agie DUO. Он работает с двумя катушками проволоки, предоставляя возможность обработки с использованием проволоки разного диаметра или качества. Переключение с одной проволоки на другую программируется в системе управления и осуществляется автоматически.
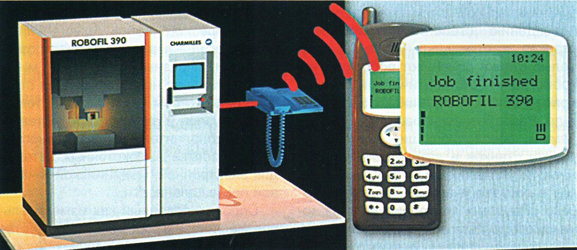 Модельный ряд Robofil вырезных станков фирмы Charmilles Technologies включает в себя более десятка наименований, предназначенных для обработки деталей массой до двух тонн. Точность обработки — до 3 мкм (у станков моделей 2030SI и 4030SI — до 1 мкм), достижимая шероховатость Ra— 0,28 мкм (0,1 мкм — у моделей 2030SI и 4030SI). Максимальная производительность до 300 кв. мм/мин.
Модельный ряд Robofil вырезных станков фирмы Charmilles Technologies включает в себя более десятка наименований, предназначенных для обработки деталей массой до двух тонн. Точность обработки — до 3 мкм (у станков моделей 2030SI и 4030SI — до 1 мкм), достижимая шероховатость Ra— 0,28 мкм (0,1 мкм — у моделей 2030SI и 4030SI). Максимальная производительность до 300 кв. мм/мин.
Системы ЧПУ станков Robofil оснащены экспертными системами — CT-Expert, Pilot-Expert, Profil-Expert.
Система CT-Expert выбирает оптимальные режимы генератора, предлагает наиболее подходящую проволоку, вычисляет величину смещения и создает компактные программы для различных этапов выполнения задания.
Программа Pilot-Expert автоматически поддерживает максимальную скорость обработки в зависимости от формы заготовки и трудности обработки. Автоматически настраивает искровой разряд в соответствии с высотой заготовки.
Во время черновой обработки программа Profil-Expert существенно уменьшает искривление проволоки путем регулирования параметров и натяжения проволоки при каждом изменении направления с целью обеспечения точности выполнения острых углов и малых радиусов. Во время чистовой обработки программа точно регулирует скорость проволоки, гарантируя полное воспроизведение геометрии всех элементов контура детали.
Интерес представляет двухпроволочный станок 2030SI-TW — первый в мире станок, оборудованный полностью автоматической двухпроволочной системой, которая для повышения производительности обработки использует две проволоки. Черновая обработка ведется проволокой диаметром 0,25 мм, а чистовая — проволокой диаметром 0,1 мм.
Установка двух проволок не усложняет работу на станке, поскольку настройка для обеих проволок происходит автоматически. В процессе обработки станок по мере надобности автоматически переключается с одной проволоки на другую. Процесс переключения занимает менее 45 секунд.
Фирма Sodick представляет два модельных ряда вырезных станков: AQ — погружные прецизионные станки проволочной резки в воде и АР — суперпрецизионные станки резки в масле, воде и в двух средах (вода — масло).
Станки ряда AQ обеспечивают точность обработки 4-5 мкм на длине 300 мм при наилучшей шероховатости поверхности Ra 0,17 мкм. Модель AQ 550 LN1W (LN10W) позволяет осуществлять обработку с точностью меньше 4 мкм при наилучшей шероховатости Ra 0,17 мкм.
Модели АР обеспечивают точность обработки 2-3 мкм на длине 300 мм при наилучшей шероховатости поверхности Ra 0,03 мкм. Станки имеют керамическую рабочую зону. Это тонкокерамический материал FineXCera, имеющий сверхмалый коэффициент теплового расширения и идеальные электроизоляционные характеристики. Все станки снабжены устройством автоматической заправки проволоки.
Одно из главных отличительных особенностей станков фирмы Sodick — линейные сервоприводы подач, обеспечивающие высокую точность. По утверждению фирмы, по сравнению с обычными станками (имеющими ШВП-приводы) в машинах с линейными приводами требуемое число проходов для достижения 9-10 классов чистоты поверхности сокращается на 1-2.
Все вырезные станки поставляются со встроенной объектно-ориентированной системой автоматизированного программирования, включающей в себя: автоматический выбор и расчет режимов обработки для разных материалов; совершенное контурное автопрограммирование; получение контура обработки и программ от любых систем CAD.
С осени 2001 года по заказам японских компаний фирма Sodick выпускает ультрапрецизионный линейный центр Sodick NANO-100 с дискретностью подач в 1 нанометр (0,001 мкм). Правда, на экспорт такой станок не поставляется.
Компания Mitsubishi Electric предлагает на Европейский рынок высокоточные и высокопроизводительные электроэрозионные проволочные вырезные станки нового поколения (модельный ряд FA).
Станки оснащены мощной высокоскоростной системой ЧПУ и современным высокопроизводительным генератором, обеспечивающим высокопроизводительное черновое и чистовое резание. Использование современных генераторов, имеющих антиэлектролизную систему, а также современную систему управления, позволяют получить производительность процесса до 325 кв. мм/мин. (в отдельных случаях до 360), что является одним из лучших показателей в мире.
Использование новейших достижений в области электроники и механики позволяют обрабатывать на этих станках детали высотой до 500 мм и весом до 2000 кг, а также получать высокую точность (1-2 мкм.) и шероховатость поверхности Ra до 0,12 мкм.
Все типы предлагаемых станков в стандартном исполнении оснащены оригинальной системой автоматической заправки проволоки, встроенной системой охлаждения, фильтрации и деионизации воды, системой точной обработки внутренних углов, системой адаптивного управления режимом при изменении высоты обрабатываемой детали, системой экономичного расхода проволоки и системой автодиагностики станка.
Современная высокоскоростная система ЧПУ позволяет упростить процедуру подготовки и контроля управляющих программ, выбора технологических режимов, а также производить полный трехмерный контроль вырезаемого профиля.
Все электроэрозионные вырезные станки Mitsubishi сертифицированы по Европейским нормам (СЕ), что полностью соответствует Российским стандартам.
 «Другие»
«Другие»
Весьма значительно присутствие на российском рынке электроэрозионного оборудования тайваньских компаний. Фирма JSEDM предлагает станки серии W-A. Различные модели этой серии могут вести обработку, как в струе, так и в ванне. Перемещения по осям XxYxZ — 400x300x300 мм и 600x450x350 мм, масса обрабатываемых деталей — 500 и 1000 кг.
Продукцию этой фирмы вкратце можно охарактеризовать так:
Компания Joemars представляет вырезные станки моделей WT455, WT455S, WT655 с перемещениями по осям XxYxZ от 450x300x250 мм до 650x400x350 мм, достижимой точностью 5 мкм и минимальным значением шероховатости Ra 1,12 мкм.
Ряд моделей вырезных станков представляют также фирмы Sevenspark, Jiten.
Пятиосевой вырезной станок модели Arion К-500 испанской фирмы Оnа предназначен для обработки деталей массой до 5000 кг. Максимальные перемещения по осям XxYxZ равны 700x500x400 мм. Система управления позволяет обрабатывать детали, имеющие различные контуры в нижней и верхней плоскостях. Генератор снабжен антиэлектролизной системой. Оригинальная система фильтрации обеспечивает фильтрацию частиц, минимальный размер которых равен 3 мкм.
Американская компания Hardinge предлагает две модели пятиосевых вырезных станков с перемещениями рабочего стола по осям X и Y до 500 и 300 мм соответственно, по осям U и V — до 100 мм, по оси Z — до 260 мм. Максимальный вес обрабатываемой детали — 550 кг, диаметр проволоки-электрода — 0,20-0,35 мм.
Британская компания Amigo International представляет вырезные станки индийской компании Elektronica. Компания Acrtpark, входящая в группу Agie Charmilles, предлагает вырезной станок модели Xenon, выпускаемый на заводе в Пекине. Польская компания ZAP В. Р. — вырезные станки моделей ВР-95d и BP-97d.
Это практически все (за небольшим, возможно, исключением), что предлагается на российском рынке зарубежными компаниями. А что есть своего?
 Отечественные станки
Отечественные станки
ООО «НПК "Дельта-Тест"» представляет вырезные станки моделей А207.79-М2, А207.92 и А207.93.
Станки оснащены системой числового программного управления с процессором последнего поколения и цветным монитором, генератором технологического тока, позволяющим производить обработку в обыкновенной питьевой воде без ее деионизации. Используется латунная, медная или молибденовая проволока диаметром 0,06-0,3 мм. Максимальная производительность по меди — 50 кв. мм/мин., по стали — 30 кв. мм/мин.
Станки А207.79-М2 и А207.92 осуществляют двухосевую обработку с перемещениями по осям XxY 250x250 мм и 125x200 мм соответственно при шероховатости поверхности Ra не хуже 2,5 мкм (так у производителя). Точность координатных перемещений составляет 20 и 10 мкм.
На станке А207.93 обработка может производиться одновременно по четырем координатам. Обработка происходит в наполненной водой ванне. Со станком поставляется автоматизированная система подготовки программ, обеспечивающая получение и ввод управляющих программ непосредственно из чертежа, разработанного на персональной ЭВМ в интерактивном режиме. Ввод программ в СЧПУ производится через флоппи-диски 3,5 дюйма.
Максимальная производительность станка А207.93 50 кв. мм/мин. при шероховатости Ra не хуже 2,5 мкм. Точность координатных перемещений 10 мкм.
 ОАО ЦНИТИ представляет двухосевой станок модели ВЭСТ-240-3 (с ЧПУ «Фрегат») и станок двойного исполнения ВЭСТ-242-5 (как двухосевой с ЧПУ «Фрегат» и как четырехосевой с ЧПУ «Микрос-3М»), Станок ВЭСТ-242-5 осуществляет обработку деталей проволокой диаметром 0,03-0,3 мм с наилучшей шероховатостью поверхности Ra до 1 мкм. Есть, правда, одна неточность. Станок определен как четырехосевой, однако в технических характеристиках приведены значения перемещений только по двум осям (X и Y). Какими еще осями управляет система ЧПУ, непонятно. ОАО «Завод Станкоконструкция» представляет две модели вырезных станков — 4732ФЭМ и СК96ФЗ. Оба станка предназначены для двухосевой обработки с перемещениями по осям XxY 200x125 и 250x250 мм с максимальной производительностью 40 и 60 кв. мм/мин. Для обоих станков достижимая точность обработки составляет 30 мкм при наилучшей шероховатости Ra 0,8 мкм. Кроме того, в стадии проектирования находится пятиосевой станок с максимальной производительностью 90 кв. мм/мин. и точностью обработки до 5 мкм.
ОАО ЦНИТИ представляет двухосевой станок модели ВЭСТ-240-3 (с ЧПУ «Фрегат») и станок двойного исполнения ВЭСТ-242-5 (как двухосевой с ЧПУ «Фрегат» и как четырехосевой с ЧПУ «Микрос-3М»), Станок ВЭСТ-242-5 осуществляет обработку деталей проволокой диаметром 0,03-0,3 мм с наилучшей шероховатостью поверхности Ra до 1 мкм. Есть, правда, одна неточность. Станок определен как четырехосевой, однако в технических характеристиках приведены значения перемещений только по двум осям (X и Y). Какими еще осями управляет система ЧПУ, непонятно. ОАО «Завод Станкоконструкция» представляет две модели вырезных станков — 4732ФЭМ и СК96ФЗ. Оба станка предназначены для двухосевой обработки с перемещениями по осям XxY 200x125 и 250x250 мм с максимальной производительностью 40 и 60 кв. мм/мин. Для обоих станков достижимая точность обработки составляет 30 мкм при наилучшей шероховатости Ra 0,8 мкм. Кроме того, в стадии проектирования находится пятиосевой станок с максимальной производительностью 90 кв. мм/мин. и точностью обработки до 5 мкм.
ООО «Спецпромоборудование» производит вырезные станки модели СВЭИ. В качестве электрода-инструмента применяется медная, латунная или молибденовая проволока диаметром 0,05-0,25 мм. Автоматическое управление станком осуществляется системой числового программного управления АРТА 5.2, выполненной на базе IBM-PC-совместимого компьютера в промышленном исполнении под управлением операционной системы MS-DOS.
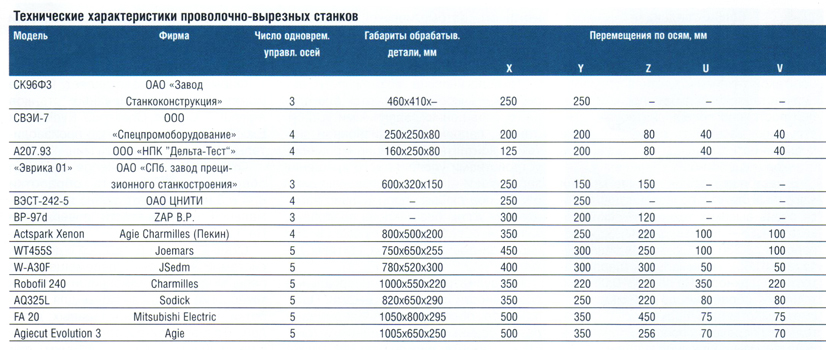
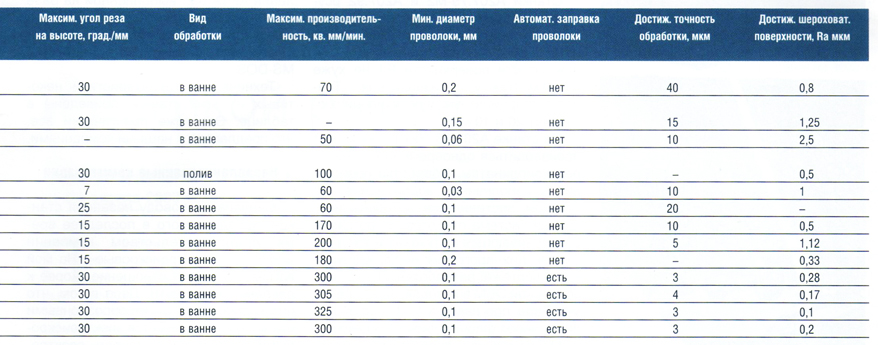
Технические характеристики некоторых из этих станков приведены в таблице. Это тоже практически все, что предлагается нашими компаниями.
Незапланированные комментарии
Сначала по поводу названия станков, используемого в последнее время представительством компании Sodick, — «электроискровые». На мой взгляд, это имеет отношение скорее к рекламе, чем к сути. Дело в том, что все называемые электроэрозионными станки, по сути, являются электроискровыми. Вторая разновидность электроэрозионной обработки — электроимпульсная — в основном применятся для образования отверстий в деталях больших объемов, сложной формы с невысокой точностью и высокой шероховатостью поверхности, то есть никак не может быть положена в основу современных точных машин.
Таблица с техническими характеристиками станков построена по такому принципу: взяты лучшие на настоящее время отечественные модели и по одной модели каждой зарубежной фирмы с примерно одинаковыми перемещениями по координатным осям. Причем эти модели относятся к серийной продукции, продукции, если так можно выразиться, среднего, не самого высокого класса.
И еще несколько слов об отечественных станках. Вернее, об их описании. На сайте ОАО ЦНИТИ о станке ВЭСТ-242-5 сказано буквально следующее: «Полнота технологических возможностей и качество характеристик на уровне зарубежных аналогов при стоимости, меньшей в 4 раза. Прецизионная точность и отличная чистота обработки». Что касается точности и чистоты обработки — вопрос оставим открытым (см. таблицу), а вот что касается полноты технологических возможностей и качества характеристик, то ни о возможностях, ни о характеристиках не сказано ни слова. Какой же тогда имелся в виду аналог? Видимо, польского производства, хотя и здесь фраза не совсем корректна — не стоит этот станок в четыре раза дешевле польского.
Сергей Заякин
Журнал «Оборудование: рынок, предложение, цены», № 05, май 2003 г.