- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

 Детали и узлы современных машин и приборов отличаются большим разнообразием конструкций и применяемых материалов, в том числе и таких, формообразование которых известными способами механообработки затруднено, а иногда и невозможно. С этим связано все более широкое использование процессов электроэрозионной обработки. «Возможности электроэрозионных станков безграничны!» — такую фразу часто можно услышать от пользователей станков спустя всего месяц после ввода оборудования в эксплуатацию.
Детали и узлы современных машин и приборов отличаются большим разнообразием конструкций и применяемых материалов, в том числе и таких, формообразование которых известными способами механообработки затруднено, а иногда и невозможно. С этим связано все более широкое использование процессов электроэрозионной обработки. «Возможности электроэрозионных станков безграничны!» — такую фразу часто можно услышать от пользователей станков спустя всего месяц после ввода оборудования в эксплуатацию.
Классификация
По технологическому назначению станки для электроэрозионной (ЭЭ) обработки делятся на два основных типа — копировально-прошивные и проволочно-вырезные.
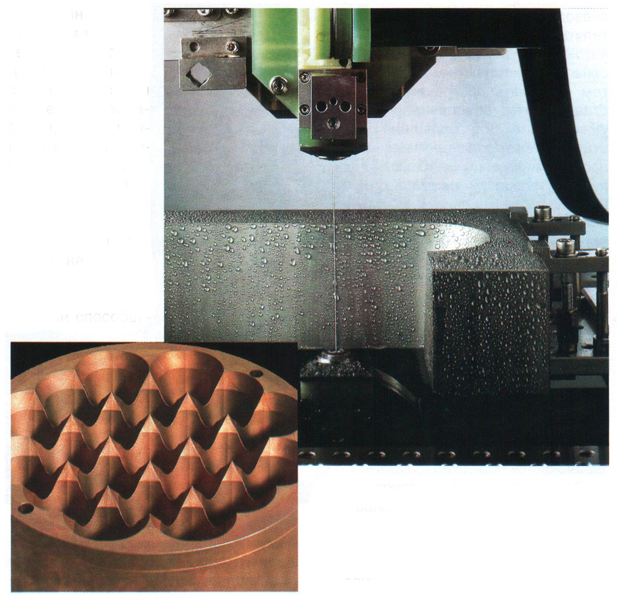
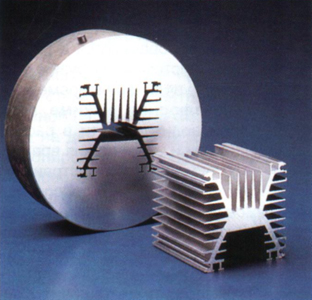
Копировально-прошивные станки позволяют обрабатывать фасонные отверстия и полости, внутренние и наружные поверхности тел вращения, производить шлифование, разрезание. Возможно получение винтовых и эвольвентных поверхностей, а также различных внутренних фасонных отверстий и полостей с прямым, обратным и переменным конусом. В копировально-прошивных станках электрод-инструмент фасонный, его форма является обратной копией той полости, которую предстоит обрабатывать.
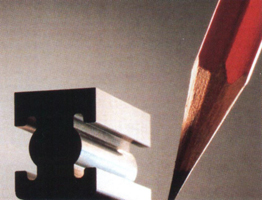
ЭЭ проволочно-вырезные станки применяются для изготовления деталей штампов, копиров, шаблонов, фасонных резцов, лекал и другой инструментальной оснастки. Электрод-инструмент в вырезных станках представляет собой непрерывно перематываемую проволоку. Особенности конструкции станков определяют их технологические преимущества: не требуется фасонный инструмент, нет необходимости делать поправки на износ электрода, возможно получение мелких деталей сложной формы, в том числе деталей с эквидистантным профилем (матрицы, пуансоны) с использованием одной программы ЧПУ.
Этапы прогресса
ЭЭ обработка и в мире, и у нас в стране уже не является нетрадиционным методом обработки. В настоящее время ЭЭ оборудование — четвертое наиболее используемое в мире после фрезерования, токарной обработки и шлифования. Продажи электроэрозионных станков возросли с 0,5% в 1960 г. до более чем 6% рынка МОО в 2000 г.
Приоритет в открытии электрической эрозии принадлежит России. Первые практические исследования в этой области были сделаны на Урале в конце 30-х годов супругами Б. и Н. Лазаренко при изучении проблем эрозии контактов. Открытие зарегистрировано в 1943 г. Первый в мире ЭЭ вырезной станок был изготовлен на заводе в г. Фрязино Московской области в 1954 г. Но, к большому сожалению, производство ЭЭ оборудования в Советском Союзе должного развития не получило.
ЭЭ вырезка проволокой
ЭЭ вырезка на проволочно-вырезных станках появилась в начале семидесятых годов и непрерывно прогрессирует в нескольких направлениях.
Скорость вырезки возросла примерно с 10 мм2/мин. в начале семидесятых годов до 35 мм2/мин. в середине восьмидесятых годов, а в настоящее время достигла 330-360 мм2/мин. Увеличения скорости удалось добиться прежде всего за счет промывки рабочей поверхности жидкостью под повышенным давлением и применения более производительных генераторов импульсов, позволяющих устанавливать оптимальные параметры. Росту скорости также способствует улучшение качества электродов.
Для использования преимуществ высокоскоростной вырезки и исключения простоя станков разработаны надежные и эффективные устройства автоматической заправки проволоки, устройства предупреждения обрывов проволоки и автоматической загрузки деталей.
Максимальная высота матриц и пуансонов штампов, обрабатываемых в начале на эрозионных станках, находилась в пределах от 50 до 100 мм. Однако для обработки литейных форм, экструзионных матриц и других разнообразных деталей изготовители электроэрозионных станков расширили диапазон размеров обрабатываемых на них деталей.
Первоначально угол конических отверстий, равный 1° для деталей высотой от 100 до 125 мм, был практически максимально возможным. Для удовлетворения требований, предъявляемых потребителями, в настоящее время угол, равный 30° при высоте обрабатываемой детали порядка 400 мм, может быть обеспечен на большинстве моделей станков.
Максимально достижимая точность повышена с 25 мкм, что было характерно для первых станков, до 1 мкм - для современных ЭЭ станков. От операторов современных вырезных станков для получения точности обработки порядка 1 мкм требуется значительно меньше усилий по сравнению с опытными операторами первых вырезных станков, получавших точность обработки порядка 5 или 2,5 мкм.
Такое упрощение работ по обеспечению повышенной точности обусловлено развитием нескольких факторов. Технология, «встроенная» в последние станки, обеспечивает вырезание требуемого контура в точном соответствии с геометрической программой. Оптические линейки обеспечивают стабильную точность независимо от длительности работы станка и значительных колебаний температуры.
Наиболее важным нововведением является оснащение станков высоконадежными и эффективными устройствами автоматической заправки проволоки, которые позволяют обрабатывать ряд деталей без участия оператора. Простота использования станков позволяет повысить экономичность обработки и обслуживать большее число станков в цехе меньшими силами, даже в дневную смену.
ЭЭ прошивка
Наиболее значительным усовершенствованием копировально-прошивных станков с ЧПУ по сравнению со станками с ручным управлением явилось уменьшение времени циклов обработки, и прежде всего уменьшение времени работы оператора. В 1960 г. обработка полости электродом-инструментом требовала примерно 4 часа работы оператора и 4,5 часа времени электроэрозии. С появлением ЧПУ уже в середине восьмидесятых годов необходимое время работы оператора составило всего 0,5 часа, а время эрозии — около трех часов.
Новый этап уменьшения времени циклов обработки начался в 1999 г. благодаря оснащению копировально-прошивных станков адаптивными генераторами импульсов. По сравнению с ранее выпускавшимися эти генераторы обладают возможностью оптимизации процесса обработки, основанной на его непрерывном контроле. Такой генератор адаптирует также плотность тока в процессе обработки на черновых режимах, что в значительной степени способствует повышению производительности обработки электродами любой формы. При обработке на чистовых режимах система обеспечивает контроль процесса с целью защиты качества и однородности обработанной поверхности с использованием более совершенного датчика загрязненности межэлектродного промежутка. Все это в 10 раз повышает производительность по сравнению с предшествующими генераторами.
Предприятия обращаются к роботизированным системам загрузки станков с целью увеличения времени их работы в безлюдном режиме, повышения производительности в расчете на один станок и уменьшения времени смены инструмента. Робот встраивается в станок, система CNC обеспечивает прямое управление станком и роботом. Другими преимуществами этой системы являются адаптивное управление, сокращение на 50% времени смены электрода и уменьшение занимаемой производственной площади.
Новые системы управления предоставляют возможности более простого программирования, способствующего уменьшению времени работы оператора. Типовая система управления позволяет оператору осуществлять программирование в автономном режиме на персональном компьютере и затем загружать программу в станок. Это обеспечивает уменьшение для большинства операторов времени программирования и времени электроэрозии примерно на 25%.
 Точность обработки на копировально-прошивных станках в значительной степени зависит от точности электрода. Появление на рынке доступных по цене высокоскоростных фрезерных станков для обработки графитных электродов дало возможность предприятиям упростить задачу эффективной обработки большого количества точных электродов.
Точность обработки на копировально-прошивных станках в значительной степени зависит от точности электрода. Появление на рынке доступных по цене высокоскоростных фрезерных станков для обработки графитных электродов дало возможность предприятиям упростить задачу эффективной обработки большого количества точных электродов.
Точность копировально-прошивочных станков последних моделей также повышена. Это, в частности, относится к микрообработке. Например, при электроэрозионной обработке полостей квадратного сечения, площадь которого равна 60 мм2, с использованием новейших генераторов импульсов обеспечивается получение профиля полости с радиусом закругления углов, равным 0,025 мм, благодаря уменьшению на 65% износа электрода в этих углах. Это позволяет использовать в шесть раз меньше электродов.
Благодаря увеличению скорости обработки, размеров и сложности форм обрабатываемых деталей, повышению достигаемой точности, упрощению работы на станках, возможности работы без участия оператора, обучению пользователей, поддержке потребителей и доступности, электроэрозионная обработка упрочила свое положение в инструментальном производстве и все больше используется в основном производстве.
Сегодня ни одно предприятие не может не учитывать возможности электроэрозии, которые позволяют решить многие проблемы производства.
Переходя непосредственно к анализу ЭЭ оборудования, остановимся на нескольких принципиальных вопросах, существенным образом определяющих эффективность ЭЭ обработки.
Линейные приводы
Приводы подач ЭЭ станков с ЧПУ строятся по традиционной схеме. Более надежные и современные приводы выполнены без ременной передачи. В этих приводах силовой шаговый двигатель непосредственно соединен с ходовым винтом. Недостатки этих приводов хорошо известны:
Поскольку эти недостатки снижают основные качественные характеристики приводов (точность и равномерность хода рабочего органа, величину мертвого хода при реверсе, допустимые ускорения и скорости РО), конструкторская мысль станкостроителей давно пытается как-то уменьшить их влияние. Например, взамен ходового винта с гайкой для уменьшения трения используют дорогое и сложное шаровинтовое соединение; с целью ликвидации зазоров в соединение винта с гайкой вводят специальные устройства натяга соединения; ходовые винты особо точных станков изготавливают по классу эталонных; погрешности шага винтов уменьшают с помощью компенсаторов; для борьбы с температурными деформациями создают изощренные системы охлаждения. Тем не менее, ясно, что проблемы приводов с ходовыми винтами принципиально не поддаются решению из-за их физико-технической сущности.
 Стояла задача кардинальной замены типовых приводов металлообрабатывающих станков на какие-нибудь другие. И таким решением стало применение линейных двигателей (ЛД). Принцип работы такого двигателя имеет ряд преимуществ: между источником энергии и РО нет никаких промежуточных элементов, передача энергии осуществляется через воздушный зазор, ничего не надо вращать, становится возможным осуществление главной задачи — продольного движения РО. На этом принципе уже десятилетия работают все элементы электроавтоматики, системы электротормозов, системы защиты, специальное оборудование ударного типа и т. д. Громадный опыт использования электромагнитных систем выявил их достоинства: удивительную простоту конструкции и применения, возможность почти мгновенной остановки и реверса, быстроту срабатывания, большие создаваемые усилия, простоту настройки.
Стояла задача кардинальной замены типовых приводов металлообрабатывающих станков на какие-нибудь другие. И таким решением стало применение линейных двигателей (ЛД). Принцип работы такого двигателя имеет ряд преимуществ: между источником энергии и РО нет никаких промежуточных элементов, передача энергии осуществляется через воздушный зазор, ничего не надо вращать, становится возможным осуществление главной задачи — продольного движения РО. На этом принципе уже десятилетия работают все элементы электроавтоматики, системы электротормозов, системы защиты, специальное оборудование ударного типа и т. д. Громадный опыт использования электромагнитных систем выявил их достоинства: удивительную простоту конструкции и применения, возможность почти мгновенной остановки и реверса, быстроту срабатывания, большие создаваемые усилия, простоту настройки.
Перспективность решения, естественно, была сразу оценена. Не было только одного — возможности регулирования скорости РО в электромагнитной системе. А без этого применить электромагнитный привод в качестве движителя для РО станка было невозможно.
Особенно интенсивно исследования в этом направлении велись в Японии, где линейный привод был впервые использован как движитель для сверхскоростных поездов. Там же были предприняты попытки создания линейных приводов для металлообрабатывающих станков, но первые разработанные образцы имели существенные недостатки: создавали сильные магнитные поля, перегревались, а главное — не обеспечивали равномерности движения РО.
Лишь на пороге нового тысячелетия серийно выпускаемые станки (пока только электроэрозионные) стали оснащаться ЛД нового поколения, отличающегося равномерным движением кареток станков со сверхвысокой точностью, большим диапазоном регулирования скорости, громадными ускорениями, мгновенным реверсом, простотой обслуживания и наладки и др. В принципе, конструкция ЛД изменилась не сильно. Двигатель состоит из двух элементов: неподвижного плоского статора и плоского ротора с воздушным зазором между ними. И статор, и ротор выполнены в виде плоских, легко демонтируемых блоков. Статор крепится к стойке (основанию) станка, а ротор— к рабочему органу. Ротор элементарно прост, он состоит из набора прямоугольных брусков, представляющих собой сильные постоянные магниты. Последние закреплены на тонкой плите из специальной минералокерамики, коэффициент температурного расширения которой в два раза меньше, чем у гранита, а твердость близка к твердости сапфира.
С ванной или без
ЭЭ проволочно-вырезные станки без ванны (резание только в струе) производятся и эксплуатируются давно. Станки без ванны на 15-25 тыс. долларов дешевле станков с ванной (погружное резание). Если на предприятии достаточно большой участок электроэрозионных станков, часть станков без ванны — оправданное решение. Если же станок один, стоит подумать, каким он должен быть.
Станки без ванны (струйные) существенно ограничивают технологические возможности:
Вода или масло
Масло - деликатная и дружественная среда для электроэрозионной обработки металла. Высокое удельное сопротивление позволяет генерировать ультрамалые искровые разряды. Электроискровой зазор при резании в масле значительно меньше, чем в воде.
В ЭЭ проволочной вырезке размер инструмента — это диаметр проволоки плюс 2 зазора. Так как для ЭЭ разряда в воде нужен больший зазор, то размер ЭЭ инструмента в воде всегда больше. Другими словами, при том же диаметре проволоки получаемый рез в воде шире, чем в масле. Помимо этого, вода — агрессивная для металла среда, что создает известные проблемы. И эти проблемы тем серьезнее, чем меньше размеры элементов вырезаемого контура.
Основная причина, почему в ЭЭ станках используется вода, это скорость. Современные ЭЭ проволочно-вырезные установки позволяют резать со скоростью до 360 мм2/мин. Однако скорость в микрорезании — показатель второстепенный.
Масло как среда ЭЭ резания значительно привлекательнее воды. Помимо меньших зазоров, в масле полностью отсутствует электролитическая эрозия и коррозия поверхности. Качество и стойкость поверхности инструмента после резания в масле существенно выше, чем после резания в воде. В масле скорость резания даже проволокой диаметром 0,025-0,03 мм стабильна.
Масло — незаменимая среда для электроэрозионной вырезки прецизионного инструмента и деталей малых размеров.
Производители
Поле для игры (то есть рынок электроэрозионного оборудования) большое, и игроков на этом поле много, однако, как сказал знаменитый голландский футболист Марко Ван Бастен, в футбол играют 22 человека, а побеждают всегда немцы. Так и в производстве электроэрозионного оборудования — производителей много, а явных лидеров двое: японская фирма Sodick и швейцарская AGIE Charmilles Group, включающая в себя компании AGIE и Charmilles. На долю AGIE Charmilles Group и Sodick приходится более 60% мирового объема продаж электроэрозионного оборудования.
На российском рынке представлена также продукция таких зарубежных компаний, как Fanuc, Hitachy, Mitsubishi (Япония), Dekkel, Diter Hansen (Германия), CDM Rovella (Италия), Electronica (Индия), Maurgan, Joemars Machinery (Тайвань), АОЗТ МШАК (Армения)…
Михаэль Ридель, начальник отдела специального инструмента фирмы SCOB (Германия): «Поскольку PKD (поликристаллические алмазы) как материал обладает твердостью, аналогичной алмазу, к нему неприменимы почти все традиционные технологии обработки. В качестве метода обработки изделий из этого материала можно применять только электроэрозионное воздействие».
Рудольф Эгген, директор компании Kroeplin GmbH (Швейцария): «Существуют три возможности изготовления контактных рычагов к приборам для линейных измерений: литье, резка лазером и электроэрозионная резка. Мы выбрали электроэрозионную резку, так как литье при годовом объеме производства 6000 штук на модель обходится слишком дорого, а при лазерной резке из-за недостаточной повторяемости результатов не достигается нужная точность. Кроме того, благодаря малой продолжительности подготовительно-заключительных операций и высокой автономности обработки в ночные смены и в нерабочие дни электроэрозионная резка экономичнее других методов».
Франк Хауг, управляющий компании Frank Haug GmbH (Германия): «Возможности применения электроэрозионной обработки безграничны. Наши ожидания в отношении ее использования и точности были значительно превзойдены. Благодаря этой технологии сегодня мы можем изготавливать многие изделия в жесткие сроки».
Вальтер Гантер, владелец фирмы Ganter Werkzeug (Германия): «Благодаря рациональному применению электроэрозионной резки мы можем с высокой точностью изготавливать микротомы с их компонентами из самых лучших материалов и удовлетворять жесткие требования рынка, которые нервируют наших конкурентов».
Преимущества проволочной ЭЭ обработки
Новые возможности при изготовлении деталей
Различные диаметры проволоки и высокая пригодность проволочных ЭЭ станков для обработки внутренних форм позволяют изготавливать детали, невыполнимые традиционными методами обработки:
Снижение затрат времени на обработку
Получение готовой детали из термически обработанной заготовки без применения промежуточных операций, достижение необходимой шероховатости поверхности без применения ручной доводки, изготовление деталей из твердых сплавов, простота крепления заготовок на станке из-за отсутствия нагрузок на заготовку при обработке — все эти преимущества способны радикально снизить время изготовления и расходы предприятия по сравнению с традиционными методами обработки.
Экономия достигается за счет:
Снижение трудовых затрат при эксплуатации станка
ЭЭ станки рассчитаны на автономную работу, что позволяет одному оператору одновременно обслуживать несколько станков.
Надежность и высокая точность
В связи с отсутствием механических нагрузок на обрабатываемую деталь и постоянным обновлением инструмента — проволоки — не искажаются размеры получаемой детали. Каждая деталь, изготавливаемая по соответствующей программе, может быть повторена любое количество раз, изменения в размеры или конфигурацию могут при необходимости вноситься за считанные секунды.
Немного физики
Принцип электроэрозионной обработки основан на разрушении и удалении материала термическим и механическим действием импульсного электрического газового разряда, направленного на обрабатываемый участок заготовки, находящейся в жидкости. При этом в канале разряда, в заготовке, в рабочей жидкости и в электроде-инструменте происходят сложные физико-химические процессы, определяющие технологические характеристики процесса формообразования.
При сближении электрода-инструмента и заготовки, погруженных в рабочую жидкость (диэлектрик или слабый электролит), под действием импульсного напряжения генератора между ними инициируются разряды. Образование разрядов зависит от режима обработки. Электрический разряд представляет собой высококонцентрированный в пространстве и во времени импульс электрической энергии, преобразуемой в тепловую между электродом-инструментом и электродом-заготовкой. После пробоя образуется разрядный канал, окруженный газовым пузырем, причем оба расширяются по мере развития разряда. При бомбардировке поверхности электродов электронами и ионами разряда происходит концентрированное тепловыделение, вызывающее появление лунок с расплавленным металлом, часть которого перегрета и может испаряться. Значительная часть металла удаляется в конце действия импульса тока за счет резкого снижения давления в канале разряда, сопровождающегося механическими ударными воздействиями. Таким образом, осуществляется электрическая эрозия токопроводящего материала.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие в этом смысле показатели имеют медь, латунь, вольфрам, алюминий, графит. Рабочие, жидкости должны удовлетворять ряду требований: низкая коррозионная активность к материалам электрода-инструмента и обрабатываемой детали, высокая температура вспышки и низкая испаряемость, хорошая фильтруемость, отсутствие запаха и низкая токсичность.
Журнал «Оборудование: рынок, предложение, цены», № 12, декабрь 2001 г.