- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

 Если время обработки детали на станке превышает время на установку-снятие и закрепление-открепление, то можно совместить установку другой детали с обработкой. На станках с ЧПУ такое совмещение реализуется путем применения сменных паллет.
Если время обработки детали на станке превышает время на установку-снятие и закрепление-открепление, то можно совместить установку другой детали с обработкой. На станках с ЧПУ такое совмещение реализуется путем применения сменных паллет.
Однако станки с ЧПУ, особенно небольшие, не всегда оснащены сменными паллетами. Наличие сменных паллет в комплекте поставки станка повышает стоимость станка, увеличивает его габариты и усложняет обслуживание. Зачастую станок заказывается под одну номенклатуру деталей, не требующую сменных паллет, в дальнейшем номенклатура меняется и возникает необходимость в наличии такой системы. Тогда станок может быть оснащен внешней системой сменных паллет. Целесообразность применения внешней системы сменных паллет подтверждается расчетом экономической эффективности. Внешняя система выполняет свое назначение, не меняя основных характеристик станка и его габаритных размеров.
Данную систему предпочтительно устанавливать на станках с ЧПУ, имеющих достаточно свободный доступ в зону обработки (например, вертикальные обрабатывающие центры, координатно-расточные станки и т. д.).
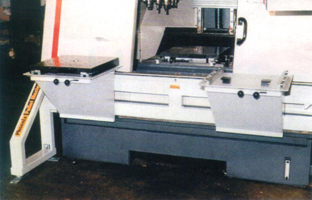
Комплект сменных паллет конструктивно основан на направляющих, расположенных вне станка. По этим направляющим перемещаются 2 паллеты с приспособлениями для крепления обрабатываемой детали. Это позволяет рабочему устанавливать обрабатываемую деталь на приспособление вне рабочей зоны станка, когда имеется хороший доступ (нет всевозможных исполнительных элементов станка, затрудняющих установку детали, уменьшающих рабочую зону и требующих к себе дополнительного внимания и мер предосторожности). При этом одновременно производится обработка детали, закрепленной в другом приспособлении, на другой паллете. Таким образом, подготовительно-заключительное время перекрывается основным временем на обработку.
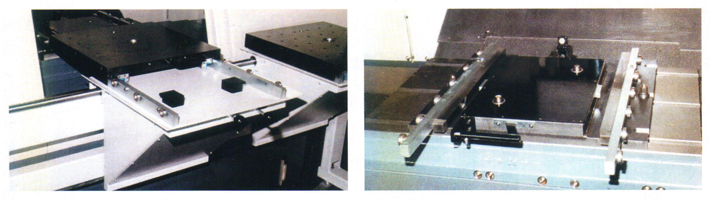
Перемещение сменных паллет осуществляется вручную по роликовым направляющим, базирование и фиксация по двум или четырем (в зависимости от модели) штырям и упорам. Точность позиционирования паллеты составляет 0,01 мм. Время смены паллет —10 секунд.
Данная конструкция не требует существенной переделки станка. Направляющие с исполнительными узлами могут крепиться как непосредственно к станине станка, так и устанавливаться перед ним. Система проста, так как в ней не применяются никакие дополнительные исполнительные механизмы (пневматические, гидравлические, электрические и другие). Преимущество такой конструкции — простота в эксплуатации и обслуживании, надежность, ремонтопригодность. Система спроектирована таким образом, что не оказывает деформирующего воздействия на станок.
На стол сменной паллеты можно установить многоместное быстрозажимное приспособление. Тогда фактически производится одновременная обработка группы деталей с одного постанова, при этом подготовительно-заключительное время Тпз делится на всю группу деталей. Количество одновременно закрепляемых деталей ограничивается только габаритами паллеты, самой детали, ее конструктивными особенностями, расположением поверхностей, которые требуется обработать.
Система монтируется за 3 часа. Фирма-изготовитель: Maylan Engineering.

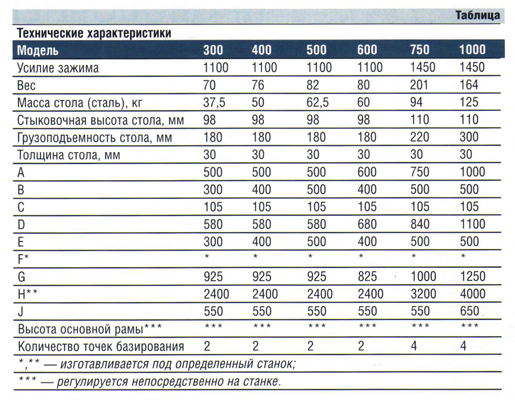
ОБЩИЕ ХАРАКТЕРИСТИКИ:
Вес стола (паллеты) от 30 до 300 кг в зависимости от исполнения (стол может быть выполнен как из стали, так и из алюминия), грузоподъемность (деталь + приспособление) — от 180 до 300 кг, габариты стола в плане — 500-1000 мм х 300-500 мм, высота и длина направляющих настраивается непосредственно по станку.
Дмитрий Третьяков
Журнал «Стружка», сентябрь 2003 г.