- RU
- ENG
 Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:
Универсальный токарно-винторезный станок модели CS6266Bх1500 (Ø660 х 1500 мм)Страна: КитайПроизводитель:

Антифрикционные покрытия SKC являются шпатлюемыми и запрессовываемыми двухкомпонентными массами искусственной смолы на основе эбоксидной смолы с высококачественными наполнителями. Антифрикционные покрытия SKC легко обрабатываются и с помощью нескольких простых способов обработки, дают много новых и интересных возможностей при изготовлении направляющих скольжения с различными видами поверхностей. Антифрикционные покрытия SKC разработаны специально для станко- и общего машиностроения. Самых частых сложностей, возникающих у направляющих скольжения, как, например, перемещение с рывками, задирание и холодное течение можно избежать с помощью антифрикционных покрытий SKC. Антифрикционные покрытия SKC применяются с большим успехом уже много лет на станках и в области общего машиностроения. Благодаря применению антифрикционных покрытий SKC во всей области машиностроения достигается значительный прогресс в рациональном изготовлении высококачественных направляющих скольжения.
Свойства покрытий SKC, подтвержденные десятилетним практическим опытом
и множеством исследований в вузах и у потребителей SKC
Перемещение без рывков
Антифрикционные покрытия SKC обеспечивают совсем безукоризненный пуск без рывков и равномерное движение даже при высоких нагрузках поверхностей. Благодаря нанесению SKC на направляющие могут быть достигнуты очень малые шаги подачи (в микронном диапазоне), а так же очень точное позиционирование при условиях применения подходящего привода, соответствующей системы смазки и смазочного вещества. Это поведение достигается самым примечательным положительным свойством: коэффициент трения покоя fo меньше, чем коэффициент трения fv движения.
Износостойкость
Благодаря выдающимся свойствам покрытий SKC, износ покрытия и контрнаправляющих понижается до минимума. Имерсионная активность относительно инородных тел является дополнительной защитой от задиров.
Недорогая формовка по мерке
Затвердевание антифрикционных покрытий SKC происходит без технически чувствительной усадки, поэтому точность отформованной поверхности сопряженной детали воспроизводится на слой антифрикционного покрытия без искажения. В большинстве случаев дополнительная дорогая механическая доработка не требуется, тем более что смазочные канавки одновременно могут быть отформованы.
Демпфирование
За счет высокой точности направляющих, на которые нанесено SKC, и технологических свойств антифрикционного покрытия можно отрегулировать очень небольшой зазор направляющих. Отличное демпфирование направляющих скольжения, например, по сравнению с роликовыми направляющими, таким образом намного улучшено. Демпфирование также происходит в направлении движения за счет повышающегося коэффициента трения в области смешанного трения. Таким образом, повышается динамическая жесткость станков.
Эксплуатационная надежность
Отличная аварийная антизадирная способность антифрикционных покрытий SKC даже при неблагоприятных условиях как, например, недостаточной смазке, не вызывают сильного износа. Направляющие, на которые нанесено SKC, не могут задрать.
Стабильность размеров
В противоположность к многим другим синтетическим материалам, антифрикционные покрытия SKC при вышеуказанных нагрузках, в частности под влиянием теплоты, не показывают остающихся деформаций (см. технические данные).
Отличная адгезионная способность
На очищенных металлических поверхностях, а также на уже нанесенных слоях SKC, антифрикционные покрытия SKC имеют отличную адгезионную способность. Поэтому повреждение или недостаточная обработка антифрикционных покрытий легко устраняется. На частях станка из реактивного или цементного бетона антифрикционные покрытия также имеют отличную адгезионную способность.
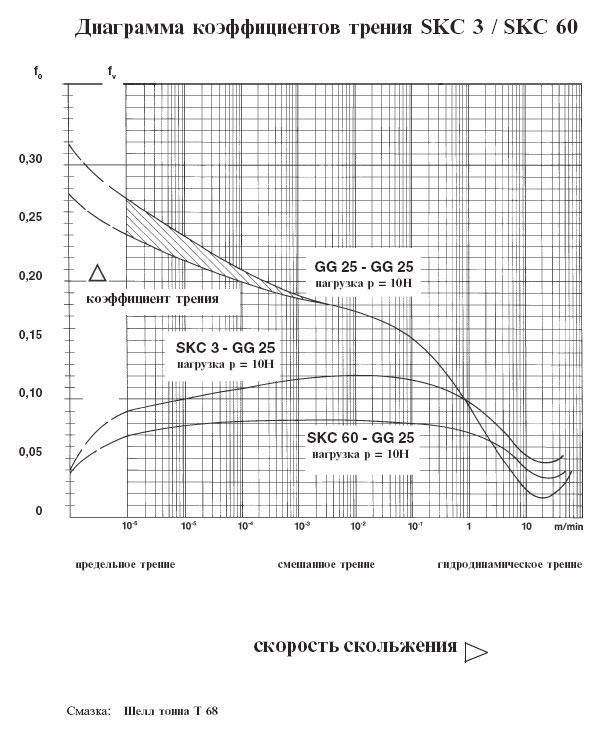
Диаграмма коэффициентов трения
В диаграмме коэффициентов трения, кривые коэффициента трения SKC 3 – GG 25 и SKC 60 – GG 25 противопоставлены сопряжению GG 25 – GG 25. Следующие свойства, изображенные в диаграмме, являются преимуществами антифрикционных покрытий SKC.
При позиционировании повышение коэффициента трения препятствует нежелательному скачкообразному снятию напряжения от приводных элементов после прихода в движение и обеспечивает подачу с микрометрической точностью. При снижении скорости скольжения до остановки на конце одного шага подачи, коэффициент трения понижается. Таким образом, достигается значительное снятие напряжений от приводных элементов и избегается нежелательный выбег, вызванный снятием напряжений под влиянием сотрясений и колебаний силы резания.
При скольжении частей станков с минимальными скоростями в области предельного трения достигается демпфирование скольжения за счет повышения коэффициента трения. Таким образом, можно избежать нежелательного перемещения с рывками. В противоположности к этому, понижающийся коэффициент трения других сопряжений материалов скольжения ведет к нестабильности процесса скольжения и к неравномерному движению.
Антифрикционное покрытие SKC 3 для способа шпатлевки
Шпатлюемое и условно запрессовываемое антифрикционное покрытие SKC 3 было разработано более двух десятилетий назад для станкостроения. Традиционные материалы скольжения больше не могли отвечать требованиям, как, например, равномерности движения, и поэтому современное станкостроение ставило на антифрикционное покрытие SKC 3.
Наряду с отличными технологическими свойствами экономичная техника формовки гарантирует успех антифрикционного покрытия SKC. Сперва оканчивается геометрическая обработка длинной части направляющих, а затем короткая часть подвергается формовке полностью в соответствии с длинной частью.
Крайне высокая грузоподъемность, отличная износостойкость и низкий коэффициент трения не только полезны в области станкостроения, но SKC 3 уже много лет с успехом применяется в общем машиностроении на печатных и бумагоделательных машинах, а также на машинах для изготовления пластмассы.


Технические данные антифрикционного покрытия SKC 3
|
Удельный вес |
1,8 кг/дм3 |
|
Соотношение компонентов смеси |
100 : 6 в весовых долях массы к отвердителю |
|
Максимальная динамическая нагрузка поверхности |
15Н/мм2 |
|
Коэффициент трения |
fo< 0,12 в зависимости от применяемого масла |
|
Усадки при затвердевании |
незначительны |
|
Минимальная толщина слоя |
1,5 мм |
|
Определение количества |
объем (см3) х 2,5…3 составляет количество покрытия (г) фактор 2.5…3 учитывает удельный вес, а также запасную добавку |
|
Время перемешивания |
перемешивать отвердитель рукой, затем перемешивать приблизительно 2 мин. При помощи мешалки SKC около 400 об./мин. |
|
Время обработки / жизнеспособность |
около 45 мин. |
|
Деформирование |
после примерно 18 часов при температуре помещения 20ºС |
|
Время затвердевания |
24 – 36 часов при температуре помещения 20ºС |
|
Срок хранения |
12 месяцев при сухом хранении при температуре около 20ºС. Защищать от мороза! |
|
Поставляемые пакеты |
0,1 кг/0,2 кг/0,3 кг/0,5 кг/1,0 кг (антифрикционное покрытие SKC 3 + отвердитель) |
Вышеуказанные данные соответствуют нашему опыту и должны Вам служить советом. Мы не можем гарантировать в каждом случае применения SKC 3, так как обработка не подлежит нашему контролю. Мы просим Вас соблюдать права третьих лиц и предписания официальных властей, в частности предписания об опасных веществах, а также указания на упаковке.
Антифрикционное покрытие SKC 63 для способа шпатлевки
Шпатлюемое антифрикционное покрытие SKC 63 отличается от запрессовываемого антифрикционного покрытия SKC 60 лишь способом обработки.
Антифрикционное покрытие SKC 63 обладает по сравнению с SKC 3 низким коэффициентом трения и его можно упруго деформировать с микрометрической точностью. Эти технологические свойства достигаются благодаря новой комбинации наполнителей. Как у SKC 3 они обеспечивают высокую точность на длительный срок эксплуатации станка, а также хорошую демпфирующую способность. Антифрикционные покрытия SKC 63 применяются там, где требуются преимущества SKC 60, но где покрытие нельзя нанести способом шпатлевки.


Технические данные антифрикционного покрытия SKC 63
|
Удельный вес |
1,7 кг/дм3 |
|
Соотношение компонентов смеси |
100 : 10 в весовых долях массы к отвердителю |
|
Максимальная динамическая нагрузка поверхности |
15Н/мм2 |
|
Коэффициент трения |
fo< 0,08 в зависимости от применяемого масла |
|
Усадки при затвердевании |
незначительны |
|
Минимальная толщина слоя |
1,5 мм |
|
Определение количества |
объем (см3) х 2,5…3 составляет количество покрытия (г) фактор 2.5…3 учитывает удельный вес, а также запасную добавку |
|
Время перемешивания |
перемешивать отвердитель рукой 1 мин., затем перемешивать массу при помощи мешалки SKC 2 мин. около 400 об./мин. При применении пакетов 0,1 кг или 0,2 кг или более высоких температурах окружающей среды достаточно время перемешивания примерно 1 мин. |
|
Время обработки / жизнеспособность |
около 45 мин. |
|
Деформирование |
после примерно 18 часов при температуре помещения 20ºС |
|
Время затвердевания |
24 – 36 часов при температуре помещения 20ºС |
|
Срок хранения |
12 месяцев при сухом хранении при температуре около 20ºС. Защищать от мороза! |
|
Поставляемые пакеты |
0,1 кг/0,2 кг/0,3 кг/0,5 кг/1,0 кг (антифрикционное покрытие SKC 63 + отвердитель) |
Вышеуказанные данные соответствуют нашему опыту и должны Вам служить советом. Мы не можем гарантировать в каждом случае применения SKC 3, так как обработка не подлежит нашему контролю. Мы просим Вас соблюдать права третьих лиц и предписания официальных властей, в частности предписания об опасных веществах, а также указания на упаковке.
Антифрикционное покрытие SKC 60 для способа запрессовки
Интенсивные исследования в триболаборатории фирмы «Ганс Шмидт» и обмен опытом между фирмой и ведущими изготовителями станков привели к разработке структурно-вязкого, легкого текущего антифрикционного покрытия SKC 60. Потребители SKC, как правило, производят инъекцию 0,5 кг антифрикционного покрытия в направляющие (с минимальной толщиной слоя 2,0 мм) через отверстие. При этом способе также применяется недорогая техника формовки.
По отношению к SKC 3 новая комбинация наполнителей понижает коэффициент трения на 25% в зависимости от сорта масла. При временном проникновении небольшого количества смазочно-охлаждающих жидкостей в направляющие машин, на которые нанесено SKC 60, поломки не происходит, если применяются масла для направляющих станины с хорошим качеством демульгирования.
Небольшая упругость антифрикционного покрытия имеет положительное влияние на демпфирующую способность и при влияниях температуры может обеспечивать плавное перемещение. За счет упругого деформирования в области микрона понижаются удельные нагрузки на концах направляющих (кромочное давление).
Отслоение от основного материала, которое может возникать при фольговых покрытиях и традиционных материалах из эбоксидной смолы, не возможно благодаря специальной добавке. Металлические и неметаллические поверхности должны быть, конечно, от жидкого и пластичного масла перед нанесением покрытия.
Технологические свойства антифрикционного покрытия SKC 60 и его рациональная обработка ведет к тому, что уже несколько лет техника запрессовки применяется все больше и больше.

Технические данные антифрикционного покрытия SKC 60
|
Удельный вес |
1,7 кг/дм3 |
|
Соотношение компонентов смеси |
100 : 10 в весовых долях массы к отвердителю |
|
Максимальная динамическая нагрузка поверхности |
15Н/мм2 |
|
Коэффициент трения |
fo< 0,08 в зависимости от применяемого масла |
|
Усадки при затвердевании |
незначительны |
|
Минимальная толщина слоя |
2 мм |
|
Определение количества |
объем (см3) х 2,5…3 составляет количество покрытия (г) фактор 2.5…3 учитывает удельный вес, а также запасную добавку |
|
Время перемешивания |
перемешивать отвердитель рукой 1 мин., затем перемешивать массу при помощи мешалки SKC 2 мин. около 400 об./мин. При применении пакетов 0,1 кг или 0,2 кг или более высоких температурах окружающей среды достаточно время перемешивания примерно 1 мин. |
|
Время обработки / жизнеспособность |
около 45 мин. |
|
Деформирование |
после примерно 18 часов при температуре помещения 20ºС |
|
Время затвердевания |
24 – 36 часов при температуре помещения 20ºС |
|
Срок хранения |
12 месяцев при сухом хранении при температуре около 20ºС. Защищать от мороза! |
|
Поставляемые пакеты |
0,1 кг/0,2 кг/0,3 кг/0,5 кг (антифрикционное покрытие SKC 60 + отвердитель) |
Вышеуказанные данные соответствуют нашему опыту и должны Вам служить советом. Мы не можем гарантировать в каждом случае применения SKC 3, так как обработка не подлежит нашему контролю. Мы просим Вас соблюдать права третьих лиц и предписания официальных властей, в частности предписания об опасных веществах, а также указания на упаковке.
Покрытия разделительных швов SKC 55 и SKC 57 для метода инъекции
Для пригонки машинных частей при самых высоких требованиях точности уже много лет успешно применяются покрытия разделительных швов SKC 55 и SKC 57.
За счет технологии формовки можно уравнивать погрешности в производстве в области миллиметра. Даже при различной толщине слоев обеспечивается точность в области мкм.
Высококачественные двухкомпонентные массы искусственной смолы запрессовываются в структурно-вязком, легко текущем состоянии в щель между пригоночными поверхностями при помощи механического или электрического пресса и затвердевают без значительной с технической точки зрения усадки.

Подготовка
Перед нанесения покрытия поверхности следует тщательно очистить от масла и загрязнений. Надо удалить окисные слоя и литейную корку.
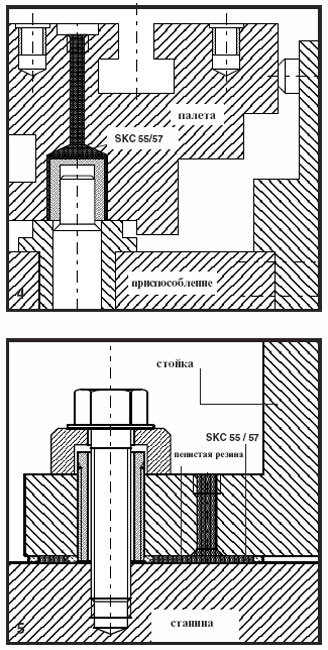
Требуемая точность частей станка, например пригонка стойки станка к станине, достигается выверкой при помощи регулировочных винтов (винтов растяжения и нажимных винтов) или других вспомогательных элементов (см. рис. 5).
При методе запрессовки надо уплотнить поверхности, предусмотренные для нанесения покрытия (например, пенистой резиной, круглым шнуром, клейкой лентой и т.д.). Таким образом, равномерно намазывается покрытие по всей поверхности.
Отверстие для запрессовки (с резьбой 1/4 действительной только для пресса К 504) должно находиться в центре поверхности, на которую наносится покрытие.
Для улучшения распределения покрытия надо сильно раззенковать сквозное отверстие (отверстие под резьбу).
На самых удаленных местах от отверстия для запрессовки надо предусмотреть отверстия или надрезы для вентиляции и контроля.
Непременно избегать глухих отверстий при их угловых расположениях!
В случае, если предусмотрено разделение частей, то надо придавать шероховатость адгезионным поверхностям, куда наносят SKC 55 и SKC 57, например фрезерованием или пескоструйной очисткой.
Сопряженная поверхность должна иметь небольшую шероховатость и должна быть обработана разделительным средством SKC 12. Применение SKC 12 не имеет отрицательное влияние на размеры, если поверхности полированы мягкой тряпкой после нанесения тонкого слоя SKC 12.
Смешивание
Наполнители оседают после некоторого времени хранения и должны быть тщательно размешаны перед добавлением отвердителя.
Надо отслаивать покрытия SKC от боковинок и от дна банки, залить отвердитель и смешивать его интенсивно рукой с массой смолы.
Продолжать смешивание двух компонентов механической мешалкой, зажатой в сверлильную машину, в течении 3 минут при около 350 об/мин. При недостаточном смешивании компонентов могут образоваться мягкие места!
Внимание! Обязательно применяйте рабочие пакеты!
В пакетах точно согласовано соотношение смеси массы к отвердителю.
Обработка
Залить SKC 55/57 тонкой струей в одноразовый картуш. Для способа запрессования рекомендуется применение прессов HP 500, EP 500 или К 504. Вставить заполненный картуш в пресс и закрыть его. Держать пресс в вертикальном положении и вентилировать его до того, как начнет выходить небольшое количество SKC 55/57. Форсунку картуша следует запрессовать в предусмотренное для этого отверстие (HP 500, EP 500) или привинтить пресс в отверстие для запрессовки 1/4; (К 504). Запрессовать покрытие разделительных швов медленно и постоянно в щель до того, как покрытие выйдет на самых отдаленных местах (вентиляционное отверстие или надрез).
Время обработки и время затвердевания см. технические данные SKC 55/57.
Внимание!
Если части должны быть разделены после затвердевания, то требуемая фиксация в положении формовки (например, коническими или цилиндрическими шрифтами). Таким образом, при последовательном соединении частей достигается первоначальная геометрия (положение формовки).
Покрытия разделительных швов обладают следующими преимуществами:
Примеры применения:
6
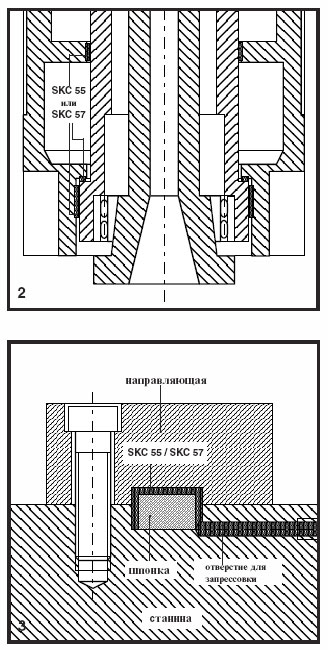
Рисунки:
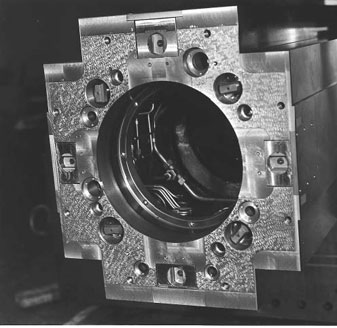
Рис. 1: фрезерная головка с отформованными пригоночными поверхностями для гильзы фрезерного шпинделя
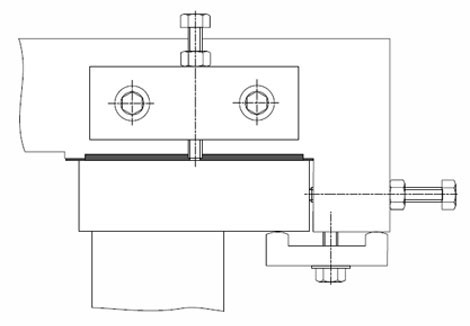
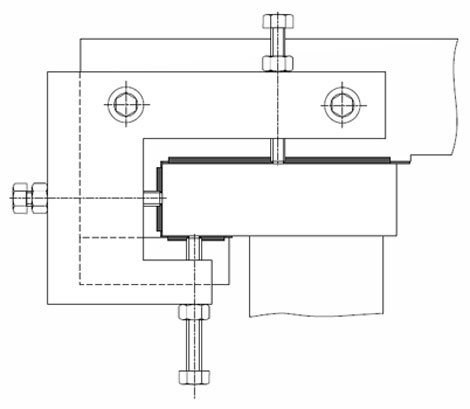
Рис. 2: Схема установления фрезерного шпинделя
Рис. 3: Направляющая со шпонкой с геометрическим и силовым замыканием
Рис. 4: Пригонка индексных гильз к системе паллет
Рис. 5: Пригонка стойки станка к станине
Рис. 6: Деталь из полимерного бетона с пригнанными или же приклеенными направляющими
Технические данные покрытия разделительных швов SKC 55/SKC 57
|
Удельный вес |
1,7 кг/дм3 | |
|
Соотношение компонентов смеси |
100 : 8,5 | |
|
Максимальная динамическая нагрузка поверхности |
100 Н/мм2 | |
|
Усадки при затвердевании |
незначительны | |
|
Толщина слоя |
2 мм | |
|
Определение количества |
объем (см3) х 2 составляет количество покрытия (г) (фактор 2 учитывает удельный вес, а также запасную добавку) | |
|
|
SKC 55 |
SKC 57 |
|
Время обработки / жизнеспособность |
около 25 мин. |
около 40 мин. |
|
Деформирование |
8 -12 часов |
12 – 16 часов |
|
Время затвердевания |
12 – 24 часов |
12 – 24 часов |
|
|
Эти данные относятся к температуре помещения 20оС. | |
|
Срок хранения |
6 месяцев при сухом хранении при температуре около 20ºС. Защищать от мороза! | |
|
Поставляемые пакеты |
0,2 кг/0,5 кг | |
Вышеуказанные данные соответствуют нашему опыту и должны Вам служить советом. Мы не можем гарантировать в каждом случае применения SKC, так как обработка не подлежит нашему контролю. Мы просим Вас соблюдать права третьих лиц и предписания официальных властей, в частности предписания об опасных веществах, а также указания на упаковке.
УКАЗАНИЯ ПО ОБРАБОТКЕ
3.0.1 Области применения
Антифрикционные покрытия SKC в большинстве случаев применяются в станко- и в общем машиностроении. Благодаря пастообразной обработке продукты SKC также при специальных применениях являются дешевым вариантом решения. 25-летний опыт в области применения покрытий SKC на металлических заготовках также переносится на такие материалы как бетон или минеральное литье.
3.0.2. Подготовка поверхности, предусмотренной для нанесения покрытия
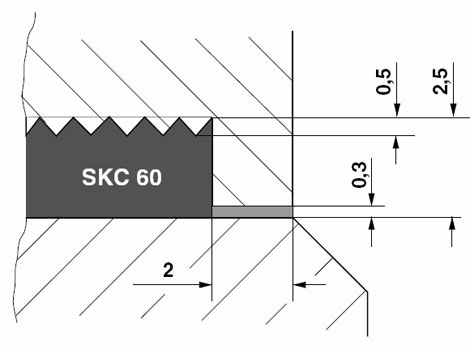
Поверхность направляющих, предусмотренная для нанесения покрытия, должна подвергаться приданию шероховатости для улучшения адгезии. Рекомендуется обработка строганием начерно (специальный резец) или черновым фрезерованием (врезанием) с глубиной резания 0,5 мм. Перед нанесением покрытия части следует тщательно очистить.
Поверхности, предусмотренные для нанесения слоя, должны быть очищены от жидкого масла, ржавчины, окалины и защитных слоев. При минеральном литье требуется удаление слоя разделительного воска или слоя отмучивания (возможна пескоструйная обработка). Для окончательной очистки перед нанесением покрытия уже много лет хорошо зарекомендовал себя ацетон.

3.0.3 Контрнаправляющая и поверхность формования
Покрытия SKC могут быть отформованы от контрнаправляющей, от приспособлений (мастер плиты) или, например, от шабровочных плит. Высота микронеровности контрнаправляющей при формовании не должна превышать 2,5 мкм. Направляющие могут быть обработаны шлифованием, прецизионным фрезерованием, широким чистовым строганием или тонкой обточкой.
3.0.4 Разделительное средство
Контрнаправляющие и поверхности, предусмотренные для формования, обработаны разделительным средством SKC 12. Разделительным средством является раствор воска и наносится тряпкой или кисточкой. Затем следует полировать поверхность мягким сукном. Все области, на которых покрытие может выступать и которые должны быть очищены от выступающего покрытия после затвердевания, тоже должны быть обработаны разделительным средством SKC 12.

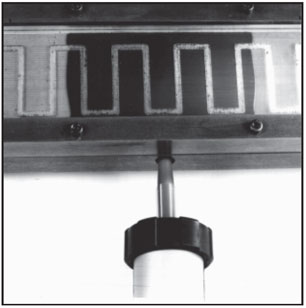
3.0.5 Формовка смазочных канавок
Дополнительное внесение смазочных канавок может не требоваться благодаря формованию в покрытии SKC. Предварительно изготовленные шаблоны смазочных канавок обрызгиваются распылительным клеем и наклеиваются на поверхность формования. При этом следует обратить внимание на то, чтобы клеевой слой был вентилирован 10-15 мин. после обрызгивания. Смазочные канавки должны быть прочно прижаты и затем обработаны разделительным средством SKC 12.
Шаблоны смазочных канавок должны быть удалены после затвердевания покрытия. В конце процесса шаблоны могут быть приподняты острым предметом и вытащены рукой. Формовка смазочных канавок применяется как при методе шпатлевки, так и при прессовании.
Поставляемые шаблоны и размеры: см. лист с данными смазочных канавок 6.0
3.0.6 Определение количества
Для метода шпатлевки объем щели, предусмотренной для нанесения покрытия, в см3 умножен на фактор 2,5 или 3. Получается масса покрытия в граммах. Фактор 2,5 или 3 включает удельный вес и запасную добавку.
При способе вспрыскивания фактор умножения – 2, так как требуется меньшая запасная добавка.
Пример расчета для способа прессования:
длина направляющих: 800 мм / ширина: 50 мм / толщина слоя: 2,5 мм.
80 см х 5 см х 0,25 см х 2 г/см3 = 200 г
При обработке 10 кг антифрикционного покрытия нужно примерно 1 кг разделительного средства SKC 12 для контрнаправляющих.
Поставляемые рабочие пакеты см., пожалуйста, листы с техническими данными и прейскурант.
3.0.7 Деформирование
После примерно 18 часов заготовка может быть удалена. При больших заготовках рекомендуется дополнительное применение вспомогательных элементов, как, например, нажимных винтов или лебедок для разгружения крана. По возможности следует отжимать заготовку перед ее снятием в направлении движения.
3.0.8 Доработка
Обломы у кромок могут быть удалены грубым напильником или ручной шлифовальной машиной. Недостаточные места, раковины или сколы следует немного исправить. Антифрикционному покрытию в этой зоне придается шероховатость, оно обезжиривается, и недостаточные места наполняются покрытием SKC.
При необходимости все покрытия SKC могут быть обработаны механически (шлифованием, шабровкой, фрезерованием, обточкой). Смазочные отверстия следует рассверливать со стороны покрытия, чтобы препятствовать вылому покрытия.
3.0.9 Указание по безопасности
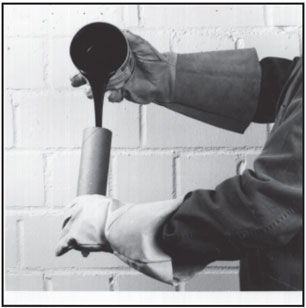
Согласно памятным листкам союза предпринимателей химической промышленности, при обработке эбоксидных смол, необходимо носить защитную одежду (защитные перчатки, защитные очки). Возникшую при процессе резания пыль следует отсасывать.
Антифрикционные покрытия SKC и покрытия разделительных швов не содержат реактивных разжижителей и веществ, которые по действующему предписанию об опасных веществах должны быть обозначены как «ядовитые».
Более подробные указания см. листы с данными безопасности по ДИН.
3.0.10 Устранение отходов
Отвердевшие остатки покрытия могут быть выброшены как обычный мусор. Пустые банки с незначительными остатками отвердевшего покрытия можно выбросить в металлический лом. Бутылки отвердителя должны быть устранены как специальный мусор из-за остатка отвердителя, остающегося в бутылках.
(Код отходов н-р 35106)
3.1 Метод шпатлевки
3.1.1 Позиционирование
Заготовка, на которую должно быть нанесено покрытие, насаживается на место формования на установочные винты, щупы и т.д. и уравнивается при помощи стрелочного индикатора или уровня в соответствии с размером базовых поверхностей. Так как для нанесения антифрикционного покрытия заготовка должна быть снятой, надо отмечать поверхность прилегания.
(Эскиз см. указания по конструкции 4.4.1.1)
3.1.2 Смешивание
Покрытия SKC поставляются в разных рабочих пакетах с точно согласованными весовыми долями массы искусственной смолы и отвердителя. Для смешивания масса искусственной смолы снимается от боковинок, от дна банки при помощи шпателя, наливается отвердитель и подмешивается рукой. Затем оба компонента хорошо смешиваются с помощью мешалки, зажатой в сверлильную машину, при 400 мин-1. Время смешивания должно составлять примерно 3 мин. При повышенной температуре окружающей среды или при небольших количествах время смешивания следует сократить.
Шпатлюемые покрытия SKC после смешивания сразу вынимаются из банки и распространяются на жестяной лист. За счет распространения часть реактивной теплоты выделяется, замешанные воздушные пузыри разрываются. При нахождении материала в банке или при накопленном состоянии материала образуется аккумуляция тепла, которая приведет к краткосрочному затвердеванию. Для 0,5 кг шпатлюемого покрытия SKC надо применять жестяный лист размера 500 х 500 мм.

3.1.3 Время обработки и температура
Время обработки (жизнеспособность) составляет примерно 45 мин. при температуре помещения около 20º С. Для покрытия SKC требуется минимальная температура окружающей среды 18º С. Заготовки также должны иметь эту температуру для нанесения покрытия.
3.1.4 Нанесение покрытия
Нанесение шпатлюемых покрытий SKC осуществляется рукой при помощи шпателя. Покрытие снимается с жестяного листа и наносится несколькими тонкими слоями, причем первый слой тщательно вжимается в шероховатую поверхность. В конце нанесения покрытия материал следует наносить крышеобразно, чтобы при оседании на контрнаправляющую покрытие вытеснялось без воздушных пузырей.
3.1.5 Формование сопряженной детали
Заготовка насаживается на месте формования и оседает на точки выправки (установочные винты и т.д.). Лишний материал раздавливается. Можно произвести коррекции в области ниже 1/100 мм в направлении покрытия. При легких заготовках дополнительно устанавливается груз, и деталь зажимается при помощи прижимной планки или струбцин. После достижения точек прилегания заготовка разжимается.
3.2 Метод запрессования
3.2.1 Подготовка
Минимальная толщина слоя при методе запрессования должна составлять 2 мм (плюс придание шероховатости). Отверстие для запрессования при заготовках с длиной около 1000 мм должно находиться в центре, чтобы покрытие наполнило щель равномерно в обоих направлениях. При более длинных заготовках требуется несколько отверстий для запрессования. Расстояние между отверстиями должно составлять около 500 мм.
3.2.2 Уплотнение
Уплотнение осуществляется в зависимости от конструктивных или технологических возможностей за счет металлических кромок или полос губчатой резины.
Металлические кромки применяются прямым прилеганием и должны подвергаться предварительной обработке согласно требованиям по размеру. Перед нанесением покрытия на эти кромки можно наклеить клейкую ленту (например, клейкую ленту из нитей 0,3 мм). Ленту следует удалить после деформирования, чтобы освободить кромки. Дополнительная выточка покрытия не требуется. Для уплотнения губчатой резиной на кромки направляющей наклеиваются полосы с толщиной 2 или же 4 мм и предварительно натягиваются на 1 или 2 мм посредством насадки заготовки (см. указания по конструкции 4.3).
3.2.3 Позиционирование
Очищенная и подготовленная к нанесению покрытия заготовка накладывается на поверхность, предусмотренную для отформования, отработанную разделительным средством, обжимается установочными винтами и закрепляется. В течении процесса впрыскивания выверенную деталь следует поддерживать в позиции при помощи прижимных планок, струбцин и т.д. так, чтобы можно было избежать ее смещения за счет давления, возникшего при прессовании. В диапазоне некоторых сотни мм возможно дополнительное юстирование в направление покрытия после процесса запрессовки.
Эскиз см. указание по конструкции 4.4.1.2.
3.2.4 Смешивание
Покрытия SKC, предназначенные для метода инъекции, поставляются в разных рабочих пакетах с точно согласованными весовыми долями массы искусственной смолы и отвердителя. Для смешивания масса искусственной смолы снимается от боковинок, от дна банки при помощи шпателя, наливается отвердитель и подмешивается рукой. Затем оба компонента хорошо смешиваются с помощью мешалки, зажатой в сверлильную машину, при 400 мин-1. Время смешивания должно составлять примерно 3 мин. При повышенной температуре окружающей среды или при небольших количествах время смешивания следует сократить.
Затем смешанные покрытия тонкой струей выливают из банки в разовый картуш для того, чтобы замешанные воздушные пузыри разрывались.
3.3 Системы прессов
3.3.1 Ручной рычажный пресс HP500
3.3.2 Электрический пресс EP500
Стабильный ручной рычажный пресс HP500 с закрытым посадочным местом пригоден для нерегулярной или регулярной обработки небольших количеств низковязких покрытий SKC. Управляемый при помощи электрический пресс EP500 с бесступенчато-регулируемой реечной подачей в большинстве случаев применяется при серийном нанесении покрытий. Для запрессования покрытий SKC при обеих системах используются пластмассовые картуши РК500. Картуш РК500 с одной стороны закрывается мембраной и пластмассовым ниппелем. При использовании данных картушов очистка прессов не требуется.
Для заполнения картушов РК500 покрытие заливается тонкой струей из банки в картонный картуш, затем, поставляемый в разъемном виде пластмассовый поршень запрессовывается в картуш до тех пор, как включенный воздух улетучится и поршень приляжется к покрытию.
Потом отрезается вершина пластмассового ниппеля и навинчивается форсунка. Форсунка должна быть укорочена до такой длины, чтобы как раз подходить в отверстие для вспрыска (например, с диаметром 10 мм).
Затем заполненный картуш устанавливается в пресс и пробивается мембрана картуша острым предметом (например, отверткой или проволокой). Для вентиляции пресс следует держать в вертикальном положении и приводить в движение рычажный механизм, до того, как выйдет небольшое количество покрытия SKC из форсунки.
Затем форсунка запрессовывается в отверстие для впрыскивания и покрытие впрыскивается без большого возрастания давления, до тех пор, пока на самых отдаленных местах выйдет немного покрытия (отверстии вентиляции или надрезы).

3.3.3 Винтовой пресс
Картушный пресс К504 является винтовым прессом для обработки покрытий SKC с открытым с двух сторон пластмассовым картушом РК503. Для заполнения картуша пластмассовый поршень следует запрессовать в отверстие для картушов и заливать смешанное покрытие тонкой струей. Затем заполненный картонный картуш РК503 следует зажать в трубку пресса и навинтить передний кожух с резьбой К 1/4” . Для вентиляции пресс следует держать в вертикальном положении и закрутить винт до того, пока не выйдет небольшое количество покрытия на место ниппеля.
Затем пресс следует ввинтить в отверстие для впрыска К 1/4” и впрыскивать покрытие постоянно в щель без большого накопления давления. После впрыскивания надо очистить передний кожух.
3.3.4 Нанесение покрытия на длинные заготовки с несколькими отверстиями для запрессовки
Рекомендуется нанести покрытие со среднего отверстия для запрессовки.
Покрытие следует запрессовывать до того, пока оно не выйдет на следующих отверстиях. Пресс снимается, и отверстие закрывается резьбовой пробкой. Нанесение покрытия продолжается с тех отверстий, где выходило покрытие.
Этот процесс следует повторять до тех пор, пока вся направляющая будет заполнена покрытием. Рекомендуется нанесение покрытия на длинные направляющие при одновременном использовании двух прессов.
Внимание!
Вышеуказанные данные соответствуют нашему опыту и должны Вам служить советом. Мы не можем гарантировать в каждом случае применения SKC 3, так как обработка не подлежит нашему контролю. Мы просим Вас соблюдать права третьих лиц и предписания официальных властей, в частности предписания об опасных веществах, а также указания на упаковке.